How to optimize food drying, baking or dehydrating
Most food companies know they could optimize their drying processes to some degree. But almost all of them underestimate what they’d gain by doing so – and what they lose by ignoring problems.

Whether you're baking or dehydrating, smoking, drying, or curing – whatever you call it, it comes down to one thing: removing water. A lot of food companies do it, and any food company that does will tell you that it's really hard to be precise and consistent.
What’s at stake? Does it really matter?
Most food companies are aware that they could optimize their drying processes to some degree. But almost all of them underestimate what they stand to gain by doing so – and what they lose by ignoring the problem.

The chart above was created with real client data. Like many companies, they were underestimating the cost of poor drying by about 80%.
After unearthing and interpreting their past data (it was all buried in paper records), they came to realize that the problem was 8 times more expensive than they had estimated.
This example comes from the pet food industry, where the ingredients involved often cost cents per pound. However, the principle is the same for companies in different industries. Consider the cost when working with whole muscle meats, where ingredients can cost $8 per pound – or cannabis, where ingredients can cost up to $2,000 per pound.
Mistake #1: Misunderstanding what you need to measure
Water measurements fall into two categories: moisture content or water activity. Both have to do with water, but each gives very different information. They shouldn’t be used in the same ways.
A frequent misunderstanding at food companies involves a very tight focus on moisture content measurements, since moisture content’s relationship to yield is clear and easy to understand.
Company leaders (such as CFOs) often don’t have the scientific or QC background to understand how crucial it is that they measure water activity as well as moisture content. They may not know that while moisture content is an excellent parameter to measure yield, it should never be used to predict or control microbial growth, product texture, or overall quality.
Water activity is a measure of energy. It's a thermodynamic principle. That may sound complex, but it isn’t necessary to understand the scientific equations.
The core principle is simple: Water activity indicates whether chemical reactions can occur, if microorganisms can grow, or if texture can change. Additionally, high-precision water activity measurements are simple and easy to collect – with the right tools, it can be done in 60 seconds or less.
Moisture content is simply the amount of water in a sample. If you were able to remove every molecule of water from a food product, then measure how much there was, that would be the moisture content. Unfortunately, that’s extremely difficult to do with anything close to accuracy.
Mistake #2: Measuring with the wrong device
No matter if you choose to focus on water activity or moisture content, it will be very difficult to control a process if there's a lot of standard deviation and variability inherent to your measurement method.
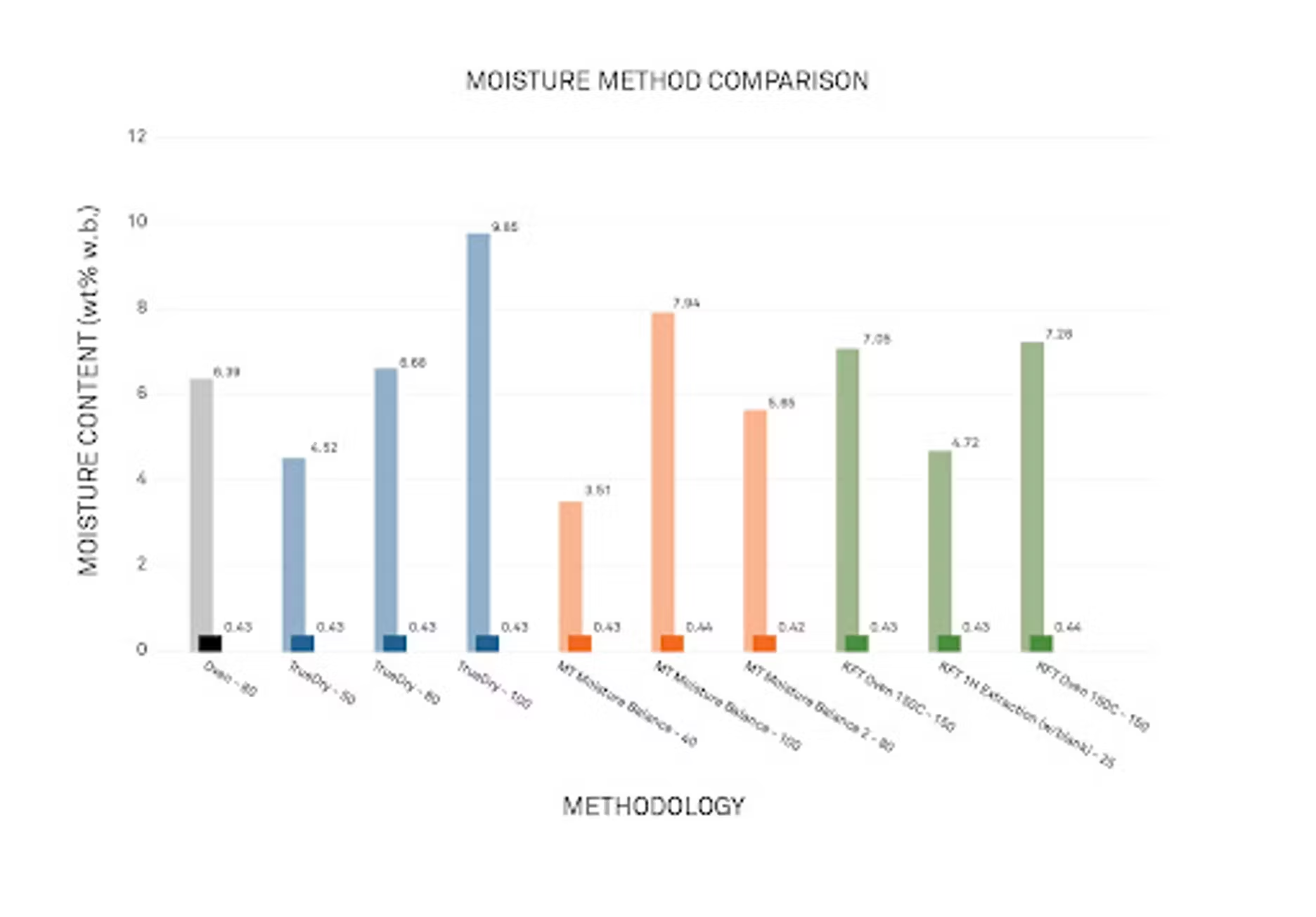
In a recent study, METER Group sent several samples of the exact same product to be tested with a variety of commonly-used moisture content measurement methods. The graph above shows the results.
Although the product was the same in every instance, moisture content results varied significantly. There was almost no variation in water activity results.
These results make it clear how difficult it can be to make consistent, confident decisions based on moisture content readings alone. A worker seeing a 3.51% MC result could be led to believe that they’d overdried their product, while another worker might believe that the product was too moist. Each might take different (and conflicting) actions based on these moisture content results, when in reality, the two samples were the same.
Adding water activity measurements, which are generally far more precise, can help resolve these issues.
Mistake #3: Letting operators work on intuition
Many operators, especially experienced ones, keep tribal knowledge. They are often convinced that they can tell if a product will run smoothly or turn out well based on sight, touch, sound or other sensory cues.
These methods are imprecise at best, and rarely lead to positive outcomes – for example, how does one train new employees to intuit quality?
Attaching reliable measurements from well-calibrated sensors works much better. The relationship between moisture content and water activity can be visualized on a graph called an isotherm.
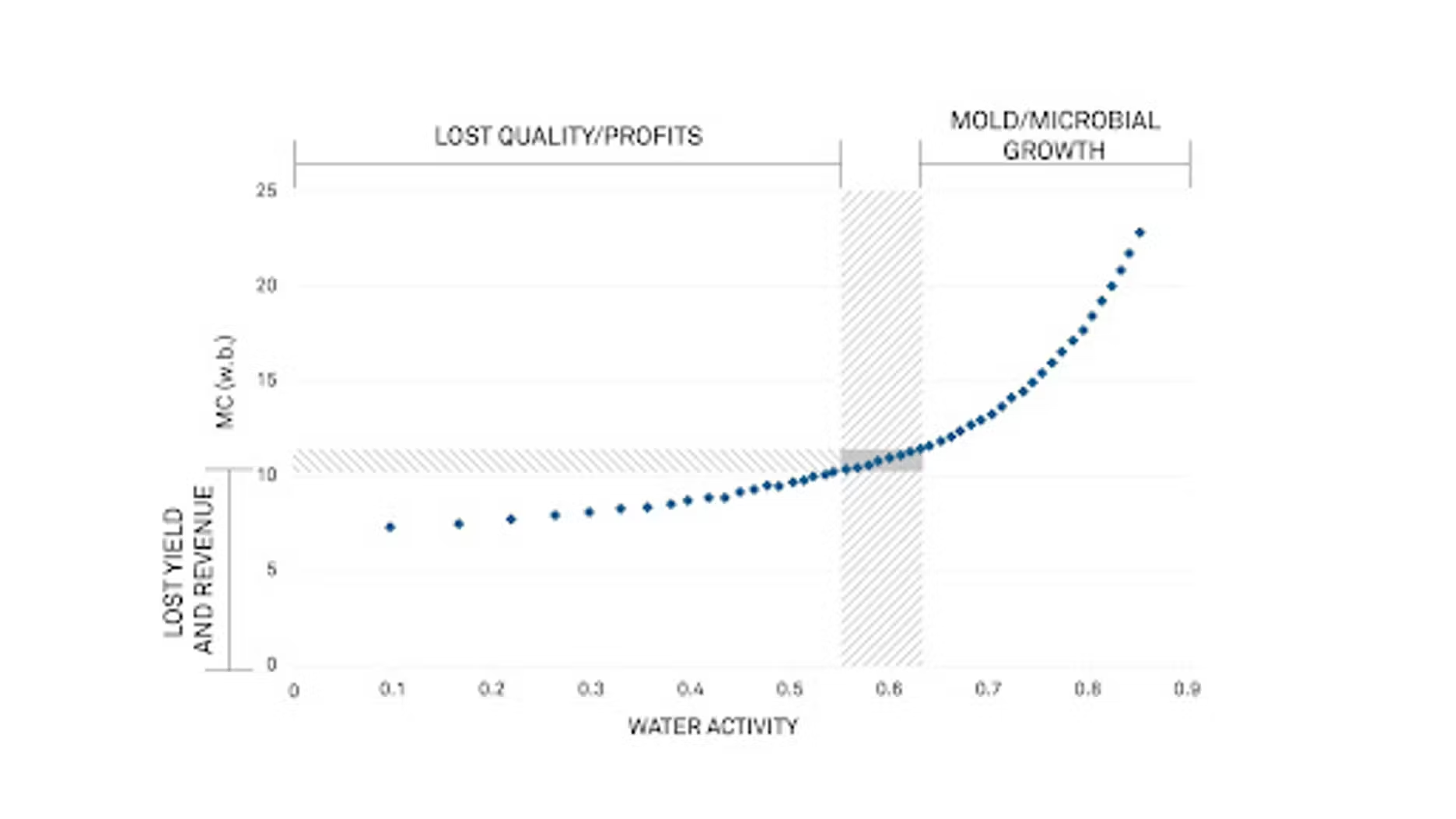
Creating a reference isotherm for the product in question makes identifying a “sweet spot” for ideal quality and yield a simple task. That “sweet spot” can then be used to define processes and targets on the production line.
Mistake #4: Sampling in the wrong places
Food manufacturers typically take moisture samples post-cooler. Some also include sampling at earlier stages.
Dr. Newman recommends understanding and setting target numbers for each process – after mixing the dough, during or after the oven, during cooling, and even in storage after cooling but before packaging, since environmental factors can cause significant moisture variation. Dry environment can cause moisture loss. In humid environments, products might gain moisture and ruin texture or quality.
Some companies even check moisture levels of their incoming ingredients, since levels frequently vary from lot to lot, and moisture migration can change the overall quality, texture, or shelf life of a final product.
Mistake #5: Leaving your control loop open
Many companies simply run product lines until they catch an out-of-spec sample. By that point the line has often been running out of spec for 20 minutes or more, pumping out product that will have to be scrapped or reworked.
Process variability is the enemy. When there’s too much variability, there’s lower yields and lower throughput. It also costs more to run the ovens and handle all of the rework – not to mention staffing during that extra time, and storing two different groups of product, and mitigating the risk of mold and microbes during storage.
By measuring levels more frequently, and giving an algorithm the power to process the feedback and make instantaneous micro-adjustments, manufacturers don’t have to wait 20 minutes to catch a problem. This is what Drs. Newman and Cartwright call a “closed loop.”
A closed loop system would still be monitored by an operator, but quick adjustments are being made by the instrument itself or by the machine.

METER Group’s new SKALA Dry software can help food manufacturers close their process loop with minimal investment of time and resources.
SKALA Dry looks at temperatures within the system – so inlet, outlet, and product temperature – and runs them through a patented algorithm to produce in-process moisture and water activity measurements.

Newsletter signup
Case studies, webinars, and articles you'll love.
Receive the latest content on a regular basis!