Water activity for food safety and quality
What can water activity do? Only limit microbial growth, prevent caking and clumping, predict moisture migration, influence chemical and biochemical reactivity, synergize with hurdle technology, determine shelf life, and plenty more. A better question: what can't it do?

Combine crackers at 20% water content and cheese filling at 30%. A recipe for soggy crackers? Not if the two ingredients have the same water activity.
Need to avoid clumping and caking in a batch of spices? Match the water activities of the components, and the problem is solved.
Vitamin degradation is a function of water activity. So are lipid oxidation, crunchiness, chewiness, softness, and many other factors of quality. Moisture content will tell you how much water is in a product, but that's all. It can't predict any of these other quality and safety issues.
Why water activity?
Water activity's usefulness as a quality and safety measurement was suggested when it became evident moisture content could not adequately account for microbial growth fluctuations. Water activity is a measure of the energy status of the water in a system.
The water activity (aw) concept has served the microbiologist and food technologist for decades. It is the most commonly used criterion for safety and quality.
Predicting safety and stability
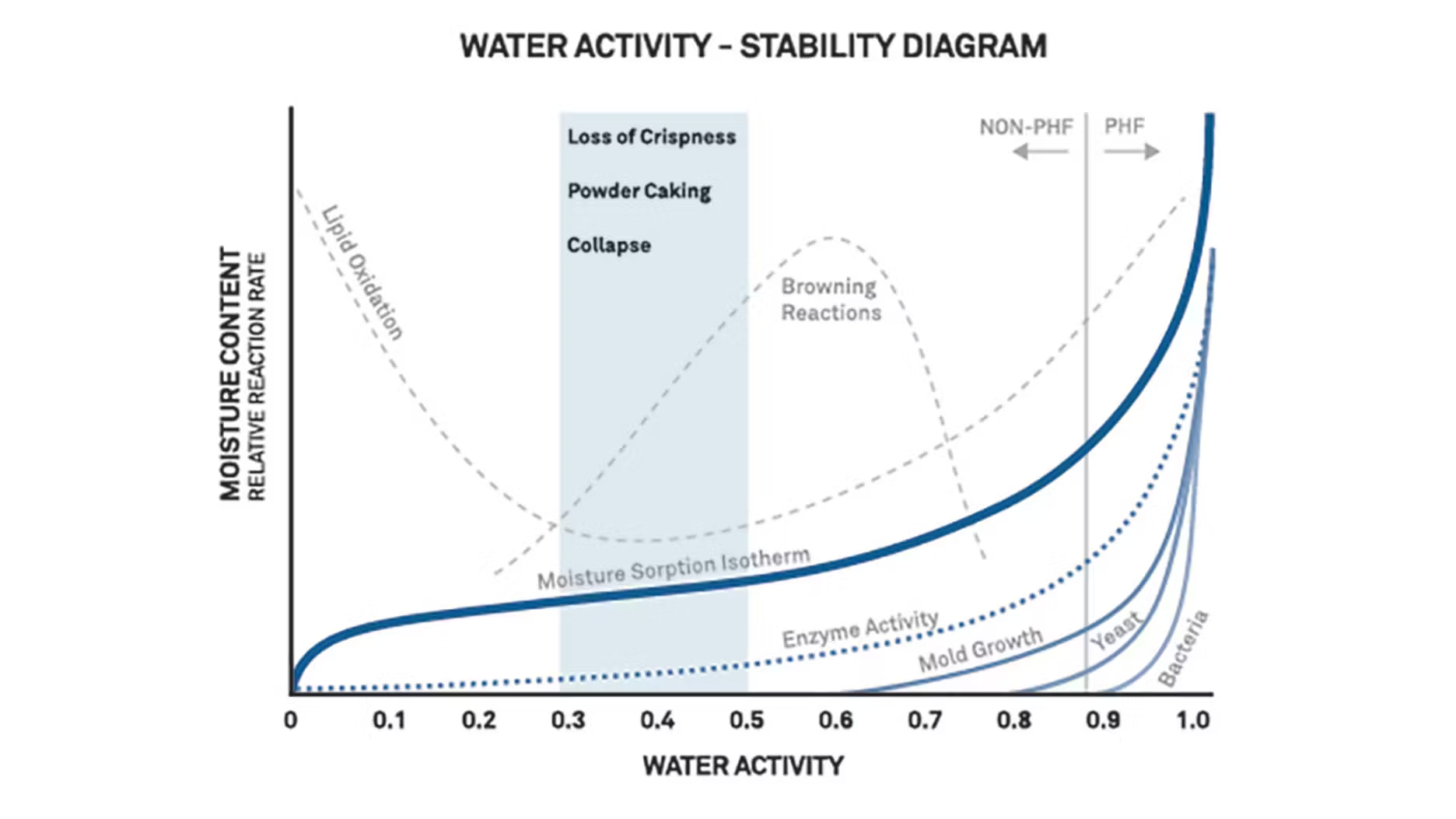
Water activity predicts safety and stability with respect to microbial growth, chemical and biochemical reaction rates, and physical properties. Figure 1 shows stability in terms of microbial growth limits and rates of degradative reactions as a function of water activity.
By measuring and controlling the water activity, it is possible to:
- Predict which microorganisms will be potential sources of spoilage and infection
- Maintain the chemical stability of products
- Minimize nonenzymatic browning reactions and spontaneous autocatalytic lipid oxidization reactions
- Prolong the activity of enzymes and vitamins
- Optimize the physical properties of products for moisture migration, texture, and shelf life
Limiting microbial growth
Microorganisms have a limiting water activity level below which they will not grow. Water activity, not moisture content, determines the lower limit of "available" water for microbial growth. Since bacteria, yeast, and molds require a certain amount of "available" water to support growth, designing a product below a critical water activity level provides an effective means to control growth.
Water may be present, even at high content levels, in a product, but if its energy level is sufficiently low, the microorganisms cannot remove the water to support their growth. This 'desert-like' condition creates an osmotic imbalance between the microorganisms and the local environment. Consequently, the microbes cannot grow.
Hurdle technology
While temperature, pH, and several other factors can influence whether and how fast microorganisms will grow, water activity is often the most important factor. Water activity may be combined with other preservative factors (hurdles), such as temperature, pH, redox potential, etc., to establish conditions that inhibit microorganisms. The water activity level that limits the growth of the vast majority of pathogenic bacteria is 0.90aw (0.70aw for spoilage molds). The lower limit for all microorganisms is 0.60aw.
Can a product with water activity above 0.85 still be shelf-stable if other preservative factors are used?
Yes, when combined hurdles such as acidification (pH below 4.6), heat treatment, or added antimicrobials collectively prevent pathogen growth, products above aw 0.85 can be shelf-stable without refrigeration. However, this requires validated formulation data and documentation under FSMA preventive controls, since water activity alone is no longer acting as the safety control.
| aw | Bacteria | Mold | Yeast | Typical Products |
|---|---|---|---|---|
| 0.97 | Clostridium botulinum E Pseudomonas fluorescens | fresh meat, fruits, vegetables, canned fruit, canned vegetables | ||
| 0.95 | Escherichia coli Clostridium perfringens Salmonella spp. Vibrio cholerae | low-salt bacon, cooked sausages, nasal spray, eye drops | ||
| 0.94 | Clostridium botulinum A, B Vibrio parahaemolyticus | Stachybotrys atra | ||
| 0.93 | Bacillus cereus | Rhizopus nigricans | some cheeses, cured meat (ham) bakery goods, evaporated milk, ral liquid suspensions, topical lotions | |
| 0.92 | Listeria monocytogenes | |||
| 0.91 | Bacillus subtilis | |||
| 0.90 | Staphylococcus aureus (anaerobic) | Trichothecium roseum | Saccharomyces cerevisiae | |
| 0.88 | Candida | |||
| 0.87 | Staphylococcus aureus (aerobic) | |||
| 0.85 | Aspergillus clavatus | sweetened condensed milk, aged cheeses (cheddar), fermented sausage (salami), dried meats (jerky), bacon, most fruit juice concentrates, chocolate syrup, fruit cake, fondants, cough syrup, oral analgesic suspensions | ||
| 0.84 | Byssochlamys nivea | |||
| 0.83 | Penicillium expansum Penicillium islandicum Penicillium viridicatum | Deharymoces hansenii | ||
| 0.82 | Aspergillus fumigatus Aspergillus parasiticus | |||
| 0.81 | Penicillium Penicillium cyclopium Penicillium patulum | |||
| 0.80 | Saccharomyces bailii | |||
| 0.79 | Penicillium martensii | |||
| 0.78 | Aspergillus flavus | jam, marmalade, marzipan, glace fruits, molasses, dried figs, heavily salted fish | ||
| 0.77 | Aspergillus niger Aspergillus ochraceous | |||
| 0.75 | Aspergillus restrictus Aspergillus candidus | |||
| 0.71 | Eurotium chevalieri | |||
| 0.70 | Eurotium amstelodami | |||
| 0.62 | Saccharomyces rouxii | dried fruits, corn syrup, licorice, marshmallows, chewing gums, dried pet foods | ||
| 0.61 | dried fruits, corn syrup, licorice, marshmallows, chewing gums, dried pet foods | |||
| 0.60 | No microbial proliferation | |||
| 0.50 | No microbial proliferation | caramels, toffees, honey, noodles, topical ointments | ||
| 0.40 | No microbial proliferation | whole egg powder, cocoa, liquid center cough drop | ||
| 0.30 | No microbial proliferation | crackers, starch-based snack foods, cake mixes, vitamin tablets, suppositories | ||
| 0.20 | No microbial proliferation | boiled sweets, milk powder, infant formula |
Which water activity meter is right for you?
Chemical/biochemical reactivity
Water activity influences not only microbial spoilage but also chemical and enzymatic reactivity. Water may influence chemical reactivity in different ways. It may act as a solvent, a reactant, or change the mobility of the reactants by affecting the viscosity of the system. Water activity influences nonenzymatic browning, lipid oxidization, degradation of vitamins and other nutrients, enzymatic reactions, protein denaturation, starch gelatinization, and starch retrogradation. Typically, as the water activity level is lowered, the rate of chemical degradative reactions decreases.
Physical properties
Besides predicting the rates of various chemical and enzymatic reactions, water activity affects the textual properties of foods. Foods with high water activities have a texture that is described as moist, juicy, tender, and chewy. When the water activity of these products is lowered, undesirable textural attributes, such as hardness, dryness, staleness, and toughness, are observed. Low water activity products normally have texture attributes described as crisp and crunchy, while these products at higher water activity levels change to soggy texture. Critical water activities determine where products become unacceptable from a sensory standpoint.
At what water activity do crispy foods start to go stale or become soggy?
Most crispy snack products remain acceptably crunchy below aw 0.40 to 0.45 and begin to soften noticeably above aw 0.60 to 0.65 as they absorb ambient moisture. The exact transition point depends on formulation and packaging, which is why manufacturers build sorption isotherms during product development to set validated shelf-life and packaging specifications.
Caking, clumping, collapse and stickiness
Water activity is an important factor affecting the stability of powders and dehydrated products during storage. Controlling water activity in a powder product maintains proper product structure, texture, stability, density, and rehydration properties. Knowledge of the water activity of powders as a function of moisture content and temperature is essential during processing, handling, packaging, and storage to prevent the deleterious phenomenon of caking, clumping, collapse, and stickiness. Caking is water activity, time, and temperature dependent and is related to the collapse phenomena of the powder under gravitational force.
Moisture migration
Because water activity is a measure of the energy status of the water, differences in water activity between components is the driving force for moisture migration as the system comes to an equilibrium. Thus, water activity is an important parameter in controlling water migration of multicomponent products. Some foods contain components at different water activity levels, such as filled snacks or cereals with dried fruits. By definition, water activity dictates that moisture will migrate from a region of high water activity to a region of lower water activity, but the rate of migration depends on many factors. Undesirable textural changes can result from moisture migration in multicomponent foods. For example, moisture migrating from the higher water activity dried fruit into the lower water activity cereal causes the fruit to become hard and dry while the cereal becomes soggy.
Differences in water activity between components or between a component and environmental humidity are a driving force for moisture migration. Knowledge of whether water will absorb or desorb from a particular component is essential to prevent degradation, especially if the substance is moisture-sensitive. For example, if equal amounts of component 1 at 2% and component 2 at 10% moisture content must be blended together, will there be moisture exchange between the components? The final moisture content of the blended material would be 6%, but did any moisture exchange between component 1 and 2? The answer depends on the water activities of the two components. If the water activities of the two components are the same, then no moisture will be exchanged between the two components. Also, two ingredients with the same moisture content may not be compatible when mixed. If two materials of differing water activities but the same water content are mixed, the water will adjust between the materials until an equilibrium water activity is obtained.
Shelf-life/packaging
Water activity is a critical factor in determining the shelf life of products. Critical upper and lower water activity levels can be established for microbial, texture, flavor, appearance, aroma, nutritional, and cooking qualities for food products. Rates of exchange of moisture through the package and the rate of change in water activity of the food towards a critical limit will determine the shelf life of a product. Knowledge of the temperature, ambient relative humidity, and critical water activity values will aid in selection of a package with the correct barrier properties to optimize quality and shelf life.
Master the basics
Get the essentials of water activity condensed in this 20-minute webinar. You'll learn:
- What water activity is
- How it's different from moisture content
- Why it controls microbial growth
- How understanding water activity can help you control moisture in your product.
Frequently asked questions
Why is water activity important for food safety?
Water activity is the single most reliable predictor of whether a food can support pathogen growth, which is why the FDA and USDA use it as a regulatory control parameter rather than total moisture content. Products at or below aw 0.85 are not classified as TCS foods and are generally shelf-stable without refrigeration.
What is a safe water activity level for food?
Below aw 0.85 is the FDA threshold for foods not requiring refrigeration, below aw 0.70 most molds cannot grow, and below aw 0.60 no microbial growth of any kind occurs. The right target depends on the specific product and the organisms of concern, so most manufacturers establish a validated aw specification rather than relying on the regulatory floor.
How often should manufacturers test water activity in production?
Products near a critical aw threshold, for example between aw 0.83 and 0.87, warrant in-process testing at every batch or production shift, while products well below their safety threshold can be verified less frequently with periodic finished-product testing. The AQUALAB 4TE returns results in about five minutes, and AQUALAB lab services can help design a testing program for your specific risk profile.

Newsletter signup
Case studies, webinars, and articles you'll love.
Receive the latest content on a regular basis!