The beginner’s guide to shelf life stability and packaging
Shelf life is the time during which a product remains desirable. Your product may exhibit some changes during shelf life, but the end of shelf life is defined as a point where the product is no longer acceptable to consumers. This guide will help you figure out the exact packaging your product needs for maximum quality and profit.

Over-packaging erodes profits
Why do shelf-life testing? Insufficient packaging allows water activity in food products to rise or fall over time—causing undesirable physical changes, moisture migration, chemical degradation, and susceptibility to microbial growth. Over-packaging, on the other hand, is expensive and can erode profits. How can you figure out the exact amount of packaging your product needs? All of these issues are controlled by water activity. If you understand how water activity works, you can develop and package products that stay safe and desirable for the entirety of their shelf life—without overspending.
What exactly is shelf life?
Shelf life is the time during which a product remains desirable. Your product may exhibit some changes during shelf life, but the end of shelf life is defined as a point where the product is no longer acceptable to consumers. Unacceptable changes could be sensory characteristics, a loss of chemical stability, a change in physical properties, microbial growth, vitamin degradation, and more.
Step 1: Identify what ends shelf life
The first step to determining shelf life is to identify what ends your product’s shelf life. There are three main factors that influence shelf life:
- Microbial properties: mold or potentially hazardous bacteria that grow to unsafe levels in your product.
- Chemical changes: browning, lipid oxidation, enzymatic reactions, and more
- Physical deterioration: changes in texture, caking clumping, moisture migration, and more.
These three factors can be intrinsic within the product itself—how it’s formulated. Or they can be extrinsic—related to storage conditions, particularly the storage humidity and temperature, or the type of packaging. All three factors are connected to—and can be controlled by—water activity.
Watch the video below to see how water activity is used to predict, prevent, and control the factors that end shelf life.
Get the essentials of water activity condensed in this 20-minute webinar. You’ll learn:
- What water activity is
- How it’s different from moisture content
- Why it controls microbial growth
- How understanding water activity can help you control moisture in your product.

Figure 1 is a stability diagram showing water activity and moisture content. Water activity is shown on the x-axis, and the y-axis illustrates reaction rates (think of moisture content as an increased rate of reaction). The dark blue trace is a generic moisture sorption isotherm. A moisture sorption isotherm illustrates the relationship between water activity and moisture content in a product. The other traces represent modes of failure. You can see that the growth rate of mold, yeast, and bacteria increase exponentially as water activity increases. The rate of enzyme activity begins to increase significantly at just under 0.9 and increases as water activity increases. However, lipid oxidation is different. At very low water activities it is high, but then as water activity increases to about 0.3 to 0.5, it becomes stable. Above 0.5, lipid oxidation again starts to increase. Browning reactions peak at approximately 0.6. The blue shaded section in Figure 1 illustrates that at a water activity range of 0.3 to 0.5, physical deterioration or texture changes can occur: loss of crispness, caking, or collapse of the food matrix.
Step 2: Find your product’s critical water activity
As illustrated above, each mode of product failure is associated with a specific water activity. This water activity is known as a critical water activity, or RHc. A critical water activity is the exact water activity at which an undesirable change will occur in your product. For example, physical changes are identified by a change in sorption properties, ultimately resulting in a change in texture. This change will happen at a certain water activity specific to your product, and your product will be the most stable below that critical water activity. A moisture sorption isotherm (Figure 2) helps you identify what the RHc is for your product.

Figure 2 is a graph showing several different moisture sorption isotherms generated by the AQUALAB VSA. It plots water activity along the x-axis and moisture content along the y-axis. The medium blue trace illustrates that milk powder has a critical water activity of about 0.42. How can you tell? At about 0.42, you see a large increase in moisture content with a small increase in water activity. This is where caking and clumping will start to occur.
Interestingly, milk powder has a second critical water activity between 0.7 and 0.8 where crystallization starts to occur. For cereal (dark blue trace), the critical water activity is approximately 0.5. Grain-free kibble’s RHc is closer to 0.7 because of microbial growth. Pet food companies have to stay below this level. Sucrose has a critical water activity of about 0.85 where there is a sudden increase in moisture content with just a small increase in water activity.
Also note that a critical water activity is temperature-dependent. As you increase the temperature of your product, your critical water activity will decrease. Thus, it’s important to know the RHc and your product’s storage conditions (temperature). You can then combine product formulation and packaging to stay below the critical water activity throughout production and shelf life.
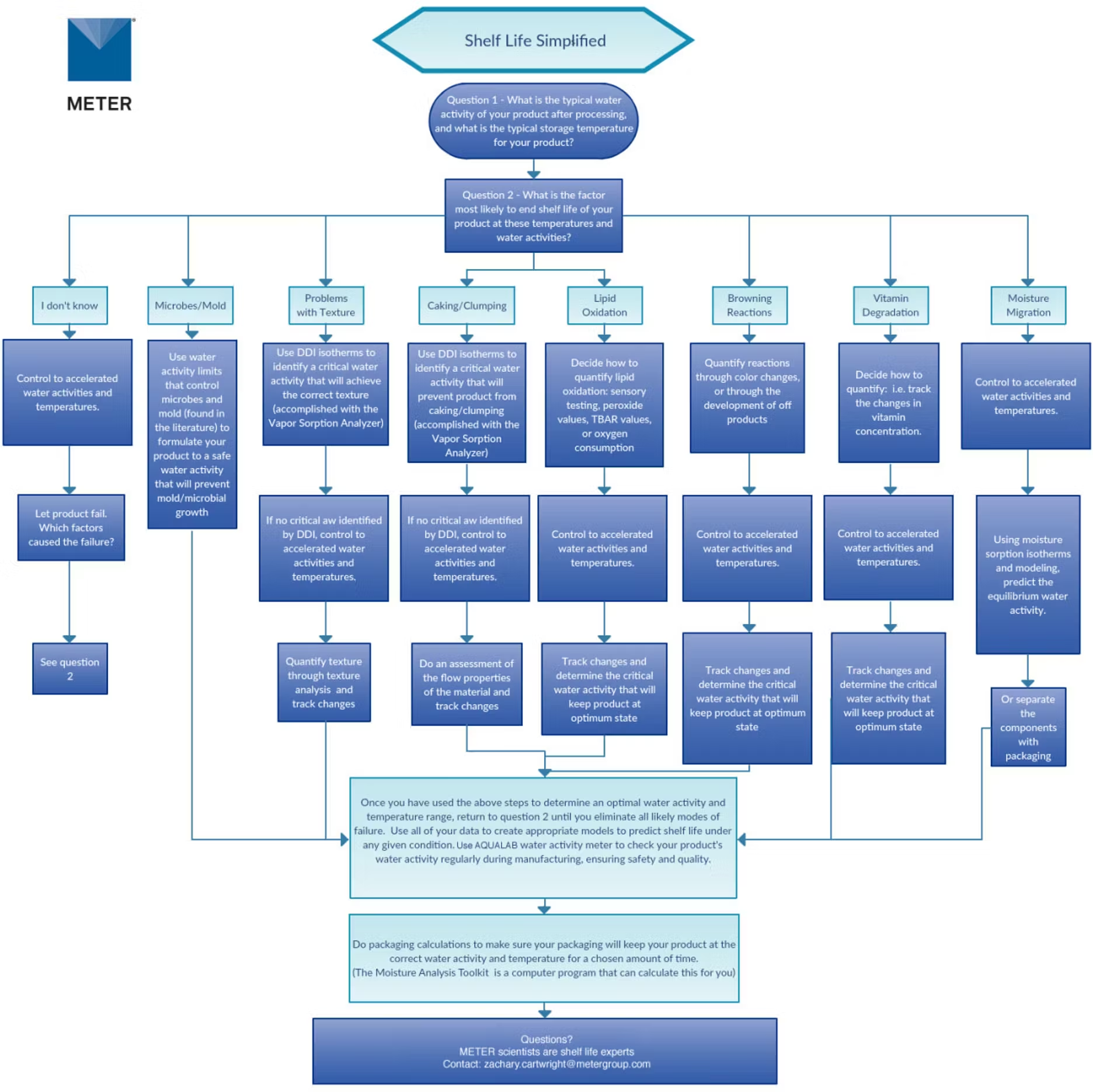
Step 3: Perform accelerated shelf-life testing (if needed)
Accelerated shelf-life testing requires you to first identify which mode(s) of failure is most likely and then assess when and why it occurs. It might be possible for there to be more than one mode of failure. If unsure which failure will happen first, then all potential mode levels would need to be monitored during the test. For example, if microbial growth is one mode of failure, you’ll need to understand the water activity limits for microbial growth (watch the video to learn about microbial growth limits).
If rancidity is your mode of failure, then oxidation levels must be measured. If a change in texture ends shelf life, you’ll need a moisture sorption isotherm (see Figure 2). For vitamin degradation, you’ll measure vitamin levels. Color changes can be assessed using color imagery (also called colorimetry). And enzymatic reactions can be assessed by looking at enzyme activity. After identifying what type of data you need to collect, you can perform accelerated shelf-life testing to identify the ideal water activity range for your product. The following chart illustrates a few scenarios of what an accelerated shelf-life testing process might look like after identifying your most likely mode(s) of failure.
How to perform accelerated shelf-life testing
The purpose of accelerated shelf-life testing is to obtain empirical data for your specific product. And this is important. Sometimes shelf life is determined by looking at similar products on the market and relating that shelf life to your own product. However, it’s best to use your own final product when determining shelf life. This is done by gathering empirical data and then relating this data to the specific temperature-dependent RHc where the product fails.
Using water activity (aw), the basic steps to accelerated shelf-life testing are:
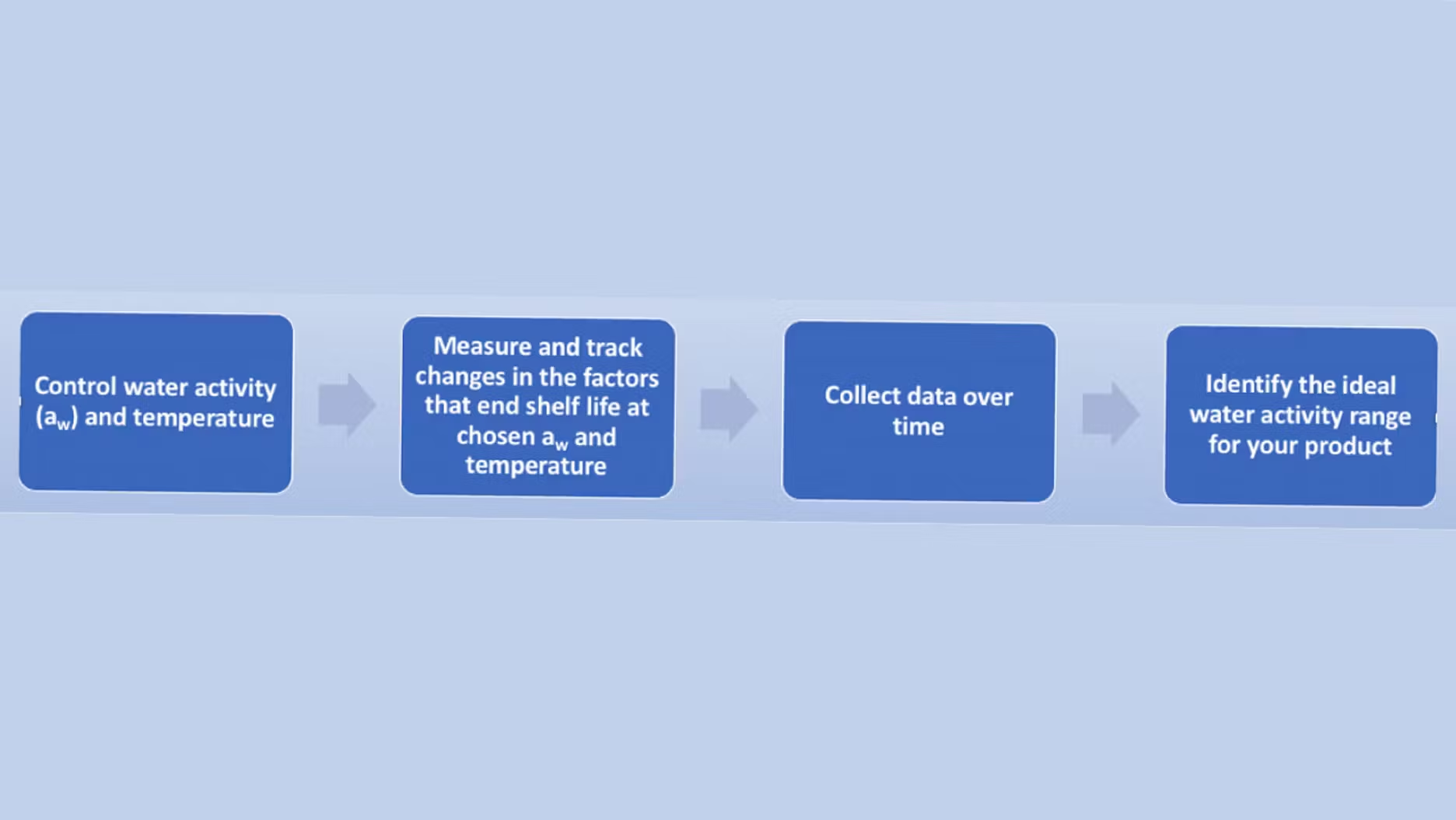
Here are the details of how to set up a test:
“Accelerated” testing means elevating the temperature and the water activity to see things happen faster. Because RHc decreases as the temperature increases, you’ll select three different water activities and three different temperatures and hold your product at a combination of each of these three (nine subsamples) until the product becomes undesirable. During this time, you’ll track the progress of the chosen mode of failure. For example, if you’re tracking lipid oxidation, you would measure the oxidation level until it becomes unacceptable to the consumer. (You decide what “unacceptable” is since some changes occur in the product when it’s still acceptable.) Over time, collect time versus quantity of change data to determine the rate. Then model that collected data accounting for both time, temperature, and water activity. When you achieve this correlation you’ll be able to model the shelf life and the reaction rates for your mode of failure.
Example 1: infant formula
To see how this works, we’ll examine an infant formula test performed at AQUALAB. This study was published and can be found in the 2017 Shelf-Life International Meeting. The infant formula was held at three elevated temperatures (30, 37, and 45 degrees C) and three different water activities (0.43, 0.50 and 0.65). We set up nine different sub-samples using a combination of these factors. We put the product in sealed containers with a saturated salt solution underneath that would produce the specific water activity we were interested in. Then we placed the containers in ovens set to the correct temperatures and monitored the changes.
We chose lipid oxidation as the mode of failure for the infant formula, and we tracked T bars to determine when oxidation had reached an unacceptable level. For this experiment, an unacceptable level was one milligram of Malondialdehyde per kilogram. Then we looked at the reaction rate for each of those temperature and water activity combinations. We determined this by using the slope of the time versus the T bar value, and in this case, it was a linear relationship.
However, this is not always the case. Sometimes it’s a first-order reaction which means it will have more of an exponential relationship. But for us, it was a linear relationship which made it very simple to create a hydrothermal time model for the infant formula (email [email protected] for a copy of the study: A Hygrothermal Model for Predicting Shelf Life in Infant Formula by Brady P. Carter, Mary T. Galloway, Gaylon S. Campbell, and Shyam S. Sablani).
Example 2: kale chips
One kale chip manufacturer experienced the end of shelf life at only 30 days from loss of texture and mold growth. 30 days made it difficult for him to ship the product very far. How can he increase his shelf life?
To do this, he must determine at what water activity the chips are at risk for microbial growth. According to water activity limits for microbial growth published in the literature (see Table 1), if he keeps his product’s water activity below 0.7, he will not see any microbial growth. Anything above that is at risk for mold.
The next step is to determine at what water activity the chips lose texture. To find out, the manufacturer needs a moisture sorption isotherm which will pinpoint exactly when he’ll see that change in texture (Figure 4).

Figure 4 is an isotherm for a kale chip with water activity along the x-axis and moisture content along the y-axis. Visually, you might guess that loss of texture occurs at an inflection point in the trace where the sorption properties dramatically increase. However, it is tricky to exactly identify that point, so the simplest way is to perform a second derivative evaluation on that slope. A second derivative evaluation looks at the slope to determine when a change in the slope occurs, indicating a change in the moisture take-up (Figure 5).

In the second derivative on the right of Figure 5, the first peak is going to be the RHc. You can see when it is compared to the isotherm on the left, it correlates well. Thus, if the kale chip manufacturer can keep the chips below this critical water activity of 0.57, they will maintain their crisp texture and no longer be susceptible to microbial growth. Maintaining correct water activity levels is easy by using an AQUALAB 4TE water activity meter (watch the video to see how it works).
Steps 4 and 5: Determine desired shelf life and calculate packaging
Once you figure out your critical water activity, you can perform shelf-life calculations. Shelf-life equations take into account several different factors. One of the first factors is the packaging of your product. Every packaging has a water vapor transmission rate (Figure 6).
In any environment, there will be a certain amount of water in the air or relative humidity (RH). The packaging you select only allows a certain amount of that water to pass through and interact with your product. This is generally measured in grams per meter squared per day. Your packager tests the packaging under certain conditions (usually approximately 38 degrees Celsius and 90% relative humidity). Those conditions will come into play for your shelf life calculations. In addition, you need to know the surface area of your packaging in meters squared and the mass of your product within the package.
Other information required is the product storage conditions: temperature, humidity, and atmospheric pressure. The atmospheric pressure depends on your elevation and can also vary with differences in weather.
Finally, you’ll need to know your product’s water activity. This includes the initial water activity and also the critical water activity.
Shelf-life equations made easy
There are several equations that go into shelf-life calculations that are beyond the scope of this article (read about them here). But there is a simpler way. A software program called the Moisture Analysis Toolkit will automatically make these calculations for you**.** Simply input variables for a product, and the toolkit determines the ideal situation for your packaging, even allowing you to vary the analysis parameters and find the packaging that provides the best return on investment. Below are screenshots pulled directly from the software to show you how it works.

The software will ask you to enter your water vapor transmission rate, testing temperature and humidity (usually about 38 degrees Celsius in 90% humidity). Next you’ll enter the storage conditions of your product and some information about the product itself. In Figure 7, we placed the product somewhere with a 60% humidity and 100 kilopascals of atmospheric pressure. The product is 454 grams and it’s stored in an environment that’s 30 degrees Celsius. You calculate the surface area for your packaging and then input your initial and critical water activities. Using the software, you can quickly select your previously saved isotherm file (Your product isotherm is automatically calculated and stored in the software using the AQUALAB VSA instrument).
After inputting the information, hit calculate, and the software provides you an estimated shelf life (in this case 30 days). To change or extend the shelf life, look for packaging with a smaller water vapor transmission rate.
If you want to increase shelf life, you can use another calculator in the moisture analysis tool kit designed just for this scenario (Figure 8).

Figure 8 shows that to obtain a shelf life of 180 days, you need a packaging WVTR of 1.3. You can take this information to your packager and tell them that you need something with this WVTR to achieve your desired shelf life.
Table 2 is a comparison of some common packaging materials.

It’s important to know that these water vapor transmission rates were obtained at 38 degrees C and 90 percent relative humidity. But that’s not always the case. Sometimes they are obtained at 30 degrees C and 75% relative humidity. Also note that this table is in metric units, and that’s how the software calculates it, but sometimes WVTR is listed as grams per meter squared per 24 hours. Or it could be in standard units such as inches squared. So it’s important that the units are correct when you’re inputting WVTR for packaging material. Note that the polypropylene has a WVTR of 8.2, but a polypropylene that is oriented and has a metalized layer, the WVTR reduces to 1.0. It’s good to understand what kind of packaging you need because you don’t want to under-package. Using the kale chips as an example, Figure 8 shows that with a packaging WVTR of 7.5 the food manufacturer is only able to maintain the product for 30 days. But if the manufacturer chooses packaging with a WVTR of 1.3, the product will last for six months. However, note that the lower the WVTR, the higher the cost will be, so don’t over-package, or you’ll pay for packaging you don’t need.
Step 6: Reassess after formulation changes
The moisture analysis toolkit makes calculating the effect of ingredient changes on shelf life easy. You can calculate the final water activity of a mixture or a recipe without even making the product. Doing this requires an isotherm for each of your ingredients. Figure 9 shows how the moisture analysis toolkit predicts the final water activity if a seasoning is added to the final product.

To the upper left, you add different ingredients. At the bottom left are the results. For one pound of kale chips, we entered the initial water activity and mass to find out what happens to the water activity when adding five grams of garlic powder. After inputting the information, hit calculate, and the software provides a new final water activity for the blend. In Figure 9, the water activity came down slightly. The software also tells you the final moisture content for the kale chips and garlic. The graph on the right shows how the isotherms are being combined (the kale chips are the blue trace, and the garlic is the green trace). The red trace is a combined isotherm, and the program also provides the equilibrium water activity (0.449) which will be the final water activity of the mixture.
Step 7: Prove shelf life predictions with empirical testing
The above examples illustrate how the VSA and the moisture analysis toolkit can speed up research and development processes and predict how the water activity in a product will change. But if you haven’t done shelf-life testing, you’ll need to test your predictions. The moisture analysis toolkit software is great at manipulating parameters and giving you a quick response, but these are indeed predictions using mathematical equations. You’ll need to perform empirical testing to prove that your formulation and packaging are exactly what you need.
Why do shelf-life testing?
Historically, very few manufacturers have made scientific packaging and shelf-life decisions. Many companies over-package to avoid problems and only make changes when problems occur. However, over-packaging can cut into profits significantly. Thus, when skillful maneuvering between cost and quality is required, precise scientific information helps boost the bottom line. As a review, here are the steps to determining shelf life and packaging.
- Identify what ends shelf life (mode of failure: Learn more about these in the Food Manufacture’s Complete Guide to Shelf Life)
- Pinpoint the critical water activity (RHc)
- Perform accelerated shelf-life testing, if needed
- Determine the desired shelf life
- Calculate the proper packaging
- Reassess after formulation changes
- Prove shelf-life predictions with empirical testing
Shelf life resources
- A Hygrothermal Model for Predicting Shelf Life in Infant Formula by Brady P. Carter, Mary T. Galloway, Gaylon S. Campbell, and Shyam S. Sablani
- Food Shelf Life Stability Chemical, Biochemical, and Microbiological Changes edited by. N.A. Michael Eskin
- Food Drying Science and Technology Microbiology, Chemistry, Applications edited by Y.H. Hui
- Freshness and Shelf Life of Foods edited by Keith R. Cadawallader and Hugo Weenen
- Open Dating of Foods by. Theodore P. Labuza and Lynn M. Szybist
- Shelf life: Food Industry Briefing by Dominic Man
- Shelf Life Evaluation of Foods Second Edition edited by Dominic Man and Adrian Jones
- Understanding and Measuring the Shelf Life of Food edited by R. Steele
- Stability and Shelf Life of Food edited by David Kilcast and Persis Subramaniam
- Sous Vide and Cook Chill Processing for the Food Industry edited by S. Ghazala
- Sterilization of Food in Retort Pouches by A.G. Abdul Ghani Al Baali

Newsletter signup
Case studies, webinars, and articles you'll love.
Receive the latest content on a regular basis!