
关于演讲嘉宾
苏珊·纽曼博士是Addium旗下AQUALAB公司的专业服务总监。她精通设计思维、工程学和水分控制 帮助无数食品和大麻企业完善并优化了其干燥工艺。
扎卡里·卡特赖特博士是AQUALAB by Addium的首席食品科学家。他拥有华盛顿州立大学食品科学博士学位,以及新墨西哥州立大学生物化学学士学位。

文字记录,经编辑以求清晰
扎卡里·卡特赖特博士:
大家好,我是扎卡里。今天我和苏珊一起来到这里,很高兴能和大家聊聊干燥过程中五个代价高昂的错误,以及如何避免这些错误。
无论你是烘焙、脱水、熏制、干燥还是腌制——无论你的团队如何称呼它,无论这是你生产流程中的哪一步——归根结底只有一个目的:去除水分。许多食品企业都在进行这一工序,而任何从事这项工作的食品企业都会告诉你,要做到精准且一致其实非常困难。
关于如何优化干燥工艺,我们可以探讨的主题不胜枚举,但今天我们将重点探讨我们最常看到的五大误区。
我们将要讨论的错误是:
- 误解了应采用的正确测量方法,
- 如果采用错误的测量方法,
- 让操作员依靠直觉工作,甚至可能借助手势来辅助决策,
- 在错误的位置进行采样,以及
- 使控制回路处于断开状态。
这关系到什么?
在探讨这五项错误之前,我想先谈谈其中的利害关系、不作为的代价,以及企业若不着力降低水分含量波动性将付出怎样的代价。

这里有一张图表,展示了不采取行动所带来的成本。X轴表示时间(以周为单位),Y轴表示成本。
这个例子涉及各种宠物食品。你会发现,每过一周就要花费数万美元。这种情况不仅出现在宠物食品领域,在许多其他产品中也同样存在。
许多公司甚至没有意识到,水分含量波动较大会给他们带来多大的损失。
苏珊,根据你的经验,当你去和客户交谈时,你观察到什么情况?他们是否了解这些数据,以及这给他们带来了多少成本?
苏珊·纽曼博士:
问得好。他们虽然有所察觉,但认识不足。他们低估了成本。
这张图表基于真实的客户数据——在我们与他们合作之前,他们对成本的预估低了约80%。这个差距非常大。
他们知道存在提高产量的机会,但原以为提升空间很小,因为在食品行业,数据的搜集和解读往往颇具挑战性。很多时候,这些数据都保存在纸质记录中。因此,正是通过深入挖掘并投入精力,他们才发现实际损失竟比预估的高出近八倍。
人们往往低估了通过掌控生产流程所能达到的水平。以宠物食品为例,其原料成本相当低廉,但我们也能在其他领域看到类似的情况,例如使用整块肌肉肉的客户,或是大麻行业——在这些领域,原料或产品的成本要高得多。
宠物食品的原料成本可能只有几美分。但相比之下,大麻的价格则截然不同——根据市场情况,每磅可能高达2,000美元。再比如肉类——每磅8美元在那里的价格已经算是相当普遍的了。因此,对于这些市场而言,成本增长是呈指数级的。
错误一:误解了应测量的正确数据
扎卡里·卡特赖特博士:
这就引出了我们遇到的第一个干燥误区。我注意到,许多食品企业都误解了应采用的正确计量方法。
基本上,水分测定可归纳为两种类型:含水率或水分活度。我想花点时间说明这两种测定方法之间的区别。
在进行比较之前,苏珊,当你去和客户沟通时,你观察到什么情况?他们是采用其中一种指标,还是两种指标都用?这些指标是如何落实的?
苏珊·纽曼博士:
我什么都看得见。你根本无法想象我见过什么。从近红外光谱到水分平衡,再到卡尔·费歇尔法。水分活度 检测水分活度 常见,但不同行业对关键控制点(CCP)的要求各不相同。以宠物食品为例,其关键控制点主要集中在水分含量上。
我们合作的许多公司都认识到水分活度 的重要性,因此它们在实际应用中也逐渐增加了这方面的使用。看到这一点我感到非常高兴。不过,我们还有很长的路要走——我看到很多人在生产车间使用水分平衡仪。水分活度 检测主要在实验室进行,而在生产 却并不常见。
我曾有一位客户——我特别喜欢讲这个故事,因为它太有趣了——我当时和一位首席财务官会面,他对水分含量特别感兴趣。所以,在他们的实验室里,你会看到10台水分含量测定仪,却只有一台水分活度 。
当我见到质量保证团队的负责人——她叫特蕾莎,我特别喜欢她——她特别喜欢这款水分活度 ,因为她清楚病原体是在什么条件下滋生的。她明白,在0.8以下细菌不会生长,在0.6以下霉菌和酵母菌都不会生长,而在0.6以下,没有任何微生物会生长。
她还明白水分活度 酥脆度的关键因素。如果你想制作一款酥脆的产品,就水分活度 而她深谙此道。
首席财务官之所以特别关注水分含量,是因为这是决定产量的关键指标——而且他说得没错。经营企业时,既要了解水分含量,也要确保产品安全。在食品行业,我们确实需要既理解这两项指标,又能恰当地运用它们。
扎卡里·卡特赖特博士:
这里有一张表格,非常有助于总结这两项测量之间的区别。

水分活度 能量的度量,属于热力学原理。这种能量之所以重要,是因为它能帮助我们判断某些化学反应是否会发生、微生物是否能生长,以及质地是否会发生变化。而水分含量仅仅是一个数值。因此,如果能够从食品样品或产品中去除每一分子水,所得数值即为水分含量。要完全去除所有水分并获得准确的读数,这极其困难。
水分活度 定性水分活度 。我的意思是,尽管我们能得到一个定量数值,但它本质上仍是定性的,因为我们可以将其直接与产品的安全性和质量联系起来。 我看到很多公司试图通过测量水分含量来推断这些方面。但水分含量固有的变异性使得这种推断极其困难。正如你所说,水分含量更具定量性。首席财务官或决策者若在考虑这将如何提高产量或增加收入,他们自然会对水分含量感兴趣。
水分活度 化学反应的驱动力。虽然水分含量与化学反应有关,但要理解二者之间的关系非常困难。相比之下水分活度 精确度和准确度水分活度 高得多,因此它能帮助我们进行判定,并将其与安全性和质量联系起来。 关于水分活度我们拥有已知的标准。这些标准是不同浓度的盐溶液,水分活度 完全一致,因此非常便于水分活度 的校准情况。而水分含量则没有此类标准。没有任何物质具有固定的固有水分含量可供比较,因此很难判断测得的数值是否准确。
最后水分活度 无量纲的。其取值范围从零(即没有能量)一直到一(即与纯水具有相同的能量)。而谈到水分含量时,通常以百分比表示,可以是湿基或干基。
希望这张表格能帮助您了解这两种水量测量方式之间的部分区别。
错误 #2:采用错误的测量方法
扎卡里·卡特赖特博士:
接下来我们来看第二个错误:采用了错误的测量方法。
无论您使用水分活度 水分含量,这两种指标都有各自不同的测定方法;如果所采用的方法本身存在较大的标准差和较大的变异性,那么要控制工艺过程将非常困难。
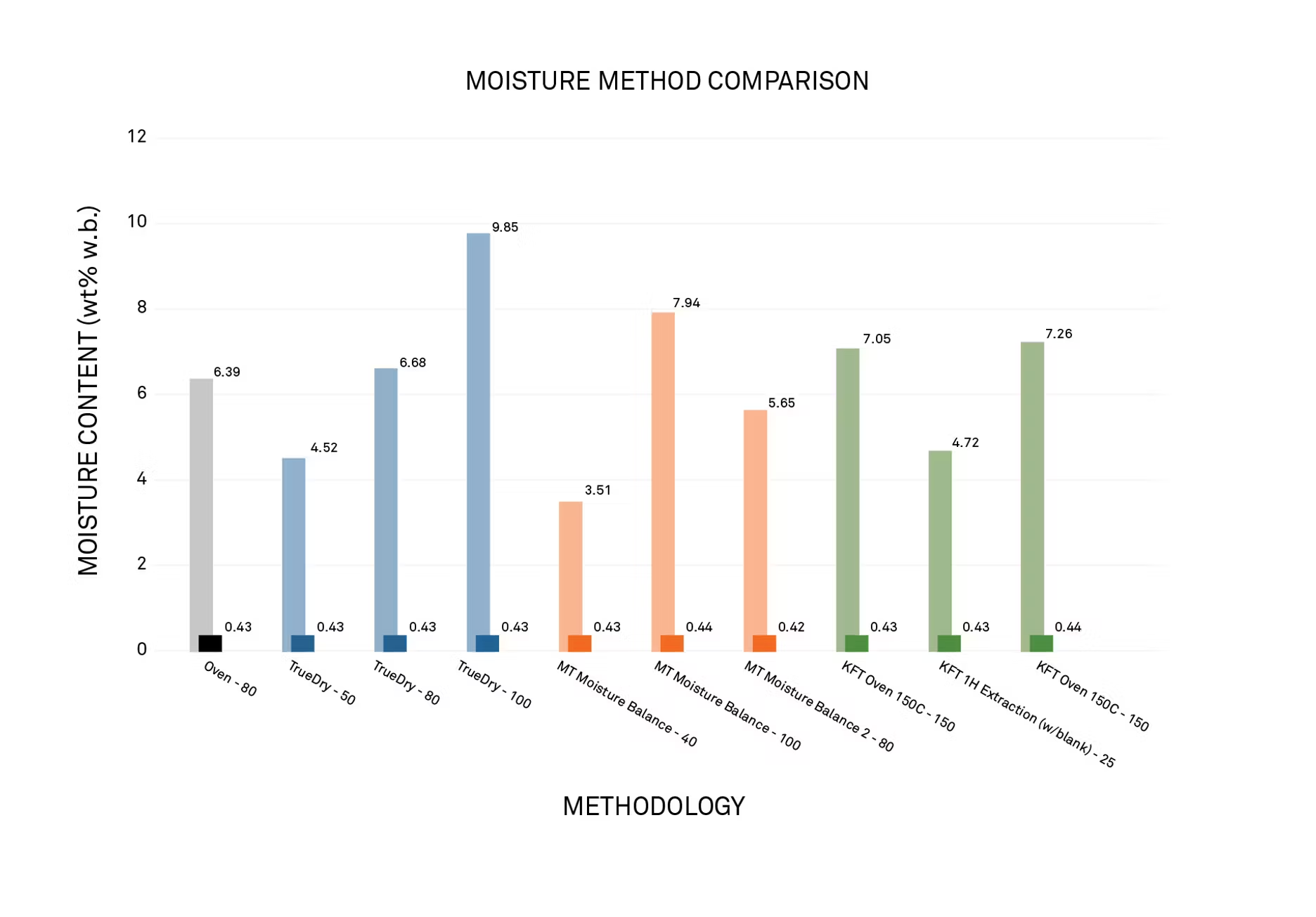
这里有一张图表,展示了某款产品采用不同测试方法所得的结果,以及每种方法的具体结果。X轴上列出了不同的测试方法。X轴上还标出了水分含量和水分活度。
首先我想请大家注意的是,尽管这是完全相同的产品,但其含水率却波动很大。不过,如果观察水分活度,就会发现它非常稳定——尽管含水率测得的数据波动很大,水分活度几乎没有变化。
苏珊,这为什么很重要?
苏珊·纽曼博士:
在进行这项研究时,我非常兴奋。我们选取了一款产品,将其调整到完全适应环境且状态完全稳定、随时可以投入使用的状态——因此你会看到,水分活度 非常稳定水分活度 0.42。
我们把样品送去检测后,查看了不同的含水率读数。看到这些结果时,我大吃一惊。同一款产品的含水率最低为3.5,最高却接近10。
我试着设身处地为质量保证团队着想。如果他们看到这些结果,会有什么感受?他们能据此采取哪些行动?看到结果如此参差不齐,我不禁为他们感到沮丧。
假设你只将样品送往一家实验室检测,结果显示仅达到3.5,你会怎么做?你可能会认为产品干燥过度,于是增加水分、降低温度,甚至缩短烹饪时间,但如果不加注意,这些操作可能会影响关键控制点(CCP)的杀菌步骤。
反过来说,如果测得的结果是10,而你的产品最高可达12%——而这款产品确实如此——看到这个结果时,你就会想:“哇,我做得真不错。”
但仔细查看这些数据后,我震惊于其中存在的巨大差异,也深感要每天都出色地完成工作、确保产品品质始终如一,是多么困难。
扎卡里·卡特赖特博士:
我们最近举办了一场关于水分测量的网络研讨会,在收集了一些数据后,该研讨会中一个特别引人注目的发现就是数据变异性之大,尤其是水分平衡仪的数据。
这又回到了你刚才提到的问题。我们服务的许多设施可能配备了10台水分水分活度 水分仪 4%到7%的波动。这种情况非常常见,可能是因为操作人员不同、操作方法不同等原因造成的,而这张图很好地展示了这种波动性。
苏珊,如果你是那位质量保证人员,你会怎么做?看到这些数据后,你会怎么做?这些信息会如何帮助你决定应该采用哪种方法?
苏珊·纽曼博士:
能看到这些具体的数据点对我来说意义重大。我一直都知道,由于其精确性,水分活度 是我们水分活度 理解水分活度 。我确实发现不同客户的含水量存在差异,普遍在正负2%的范围内,但正如你所说,有时甚至会达到4%到7%。
如果我看到这些数据,我会大吃一惊,并开始认真反思自己的方法。我会思考:“如何才能做得更好?真相究竟是什么?如何才能更多地采用水分活度更精确的指标,同时仍将其应用于水分含量——这一作为关键控制点(CCP),对我的产量和利润至关重要?”
我真的很想深入研究这个水分活度”,但要理解这两者之间的区别和关系——它们确实存在关联。我会把时间花在这上面。不过老天,如果我只拿到其中一个数据点,我可能会觉得自己干得棒极了,也可能会觉得自己该被开除了。
扎卡里·卡特赖特博士:
需要注意的是水分活度 水分含量之间存在关联,这一点我们将在接下来的一个常见误区中加以说明。
错误 #3:让操作员仅凭直觉工作
扎卡里·卡特赖特博士:
让我们来谈谈第三个错误:让操作员仅凭直觉行事,而不是为他们提供实时、准确的数据,以帮助他们做出明智的决策。
苏珊,你对此有一些精彩的故事。我把话筒交给您。
苏珊·纽曼博士:
我大部分时间都在处理第三个错误。许多操作员,尤其是那些工作多年的,都把“内部诀窍”藏在心里。
我最喜欢的客户之一——希望他今天也在看直播。哈罗,哈雷!——当时正在一条生产狗饼干的生产线上工作。他们先制作面团,而他坚信只要把手伸进面团里摸一摸,就能判断面团是否能顺利成型。 我对此提出了质疑,因为实际上他感知到的其实是温度。在压模成型时,温度较低的面团确实会更顺滑,但人的手并没有经过专业校准来完成这种工作。如果你依赖这种感觉,就给我打电话。我们不希望这样操作,但这种情况确实很常见。
就连质量保证团队也对此表示赞同,因为在开发流程的那个阶段,他们本就无需进行任何测试。作为首席内容制作人,这其实无关紧要。所以对他来说,直觉就是一切。但问题在于,他该如何培训团队成员?又该如何培养人们这种直觉?仅凭直觉行事:未必总是上策。这就是我的第一个例子。
另一个我经常看到的例子是大麻。从历史上看,大麻领域缺乏科学依据,当时主要依靠“折断测试”。如果客户进行“折断测试”,水分活度 约为0.4水分活度 他们水分活度 产生那种感觉。 我对此进行过大量测试——枝条“啪”地断裂的感觉确实出现在0.4这个数值,但这其实是个问题,因为到了这个程度,产品中的萜烯已经发生降解了。
我们知道,当水分活度达到0.5时,大麻中的萜烯就会开始降解。如果你的产品出厂时的水分活度为0.4,那么萜烯就已经开始降解了。在薯片等其他产品中也会出现同样的情况。如果干燥过度,产品品质就会开始下降。
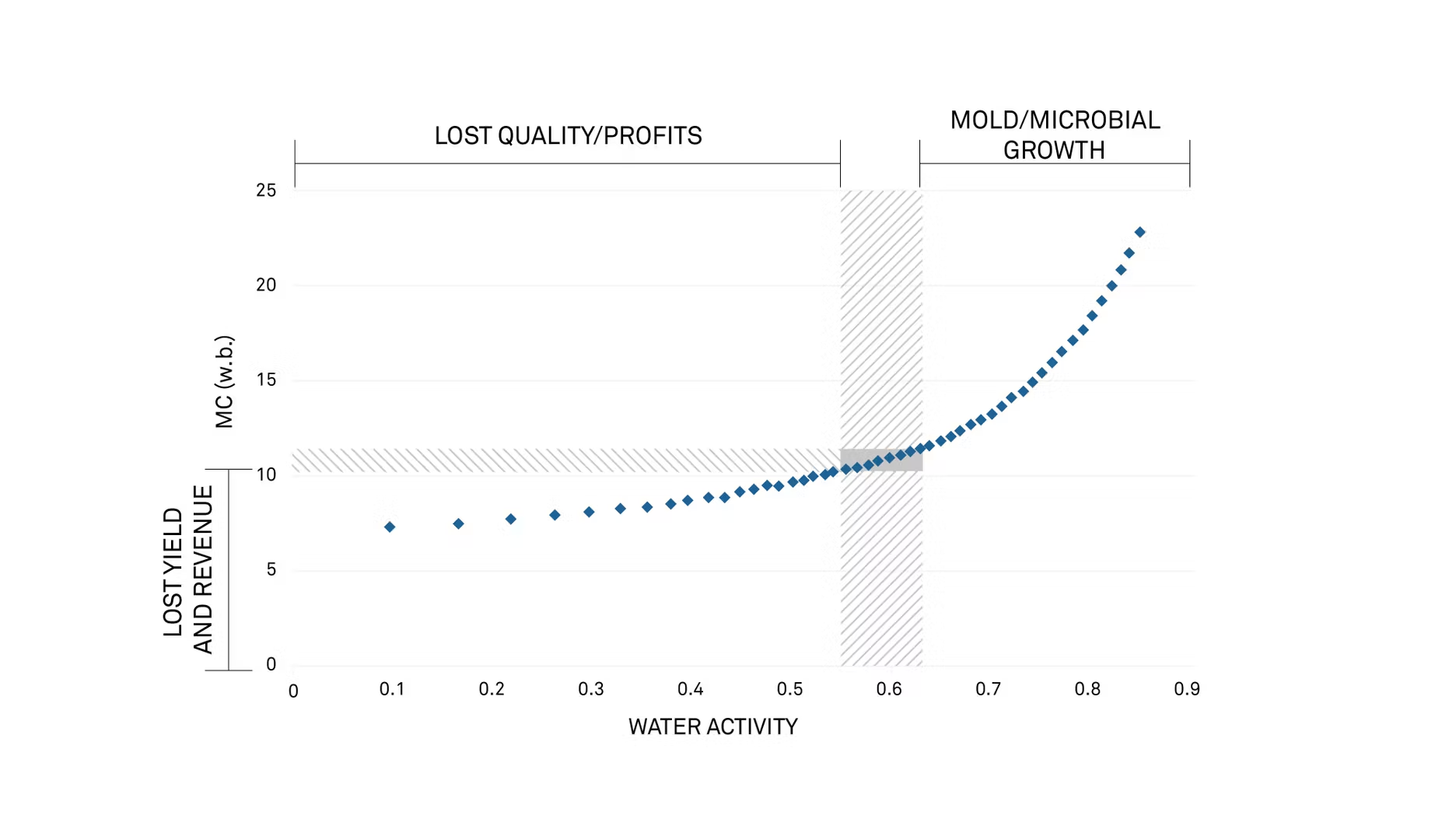
在这张图表中,红色区域代表理想状态。这张图表专门针对大麻,是一条大麻等温线,展示了水分与水分活度之间的关系。我希望所有客户都能达到那个完美的“甜蜜点”。在该点上,我们可以有效防止病原体滋生。 在0.625以下,大麻上几乎不会有病原体生长。我们需要特别警惕的是“墨西哥卷饼曲霉”,它可以在低至0.625的条件下生长,但我仍然希望客户能获得丰硕的收成。
我们希望将含量控制在0.55%左右——这样能获得品质上乘、外观优美的萜烯产品——同时上限设定为0.625%。只要达到这个标准,不仅能获得优质的产品,还能获得利润最高的产品。
根据水分水分活度之间的这种关系,进行“折断测试”时,水分含量通常在8%左右。如果你采用更精确的方法(例如水分活度),就能获得所需的精度,从而将水分含量精确控制在8%至12%之间。 以大麻为例,即使年产量为50,000磅,每磅售价2,000,水分含量每增加4%,仅通过优化这4%的水分,就意味着可能造成400万美元的损失。
虽然这是由于产品价值较高而导致的极端案例,但我们发现这种情况甚至在低价值产品中也普遍存在。理解等温线——即水分与水分活度 之间的关系水分活度 的另一个非常有趣之处在于水分活度 你可以由此看出哈雷的方法为何效果不佳。 你可以看到水分活度 这一大幅变化仅水分活度 含水量的微小变化,因此含水量实际上并没有太大变化,但水分活度 很大变化。这就是为什么手动检测行不通。这也正是为什么在此情况下,将水分活度 首选测量指标才是最佳选择。
扎卡里·卡特赖特博士:
需要明确的是,我们正在研究的这种水分吸附等温线,正是METER集团的专长领域。我们拥有一项专利技术,既能绘制脱附曲线以了解水分如何从产品中去除,也能绘制吸附曲线以了解水分如何与产品结合。随后,通过利用该曲线并设定水分活度目标值,我们可以找到最佳平衡点,从而让各方都满意。 我们可以让了解相关科学原理的质量保证人员感到满意,使他们既清楚自己的目标,又能理解该水分含量目标应设定在何处。
这张图表很好地总结了我们需要了解的关于该产品中水分的一切信息,既让科学家满意,也让决策者满意,并帮助我们理解那个“最佳平衡点”应该在哪里。对于每一种不同类型的产品,我们都可以制作这样的图表。甚至每种配方可能都有不同的曲线,我们需要加以考虑。
错误 #4:在错误的地方进行抽样
扎卡里·卡特赖特博士:
接下来我们来看第四个错误:在错误的位置取样。
苏珊,当你走进一家食品加工厂时,你看到人们在哪里进行取样?他们应该在哪里进行取样?
苏珊·纽曼博士:
问得好。我通常看到人们在后冷却器处取样。所以在这个例子中,在产品进入包装环节之前,通常就是关键控制点(CCP)所在的位置,因此我们会在该区域看到大量密集的取样,而在生产过程中也会进行一些零星的取样。

我有些客户开始理解原料之间的差异以及这些差异如何影响面团。以这款曲奇为例,我们有一个面团制作区,在那里对这些原料进行混合;还有一个烤箱;最后还有一个冷却室。在搅拌机中,面团的水分活度通常为0.99。
然后在冷却机处,要让饼干达到你想要的那种美妙的酥脆口感,水分活度大约为0.3。通过采样这两个区域,你可以获得一种视角。但缺失的部分却是最关键的,也是运行时耗能最大的部分:烤箱。
我最乐于看到的是,客户能够拓宽视野,真正理解每个工艺环节的目标。面团制作是一个工艺环节,烘烤是一个工艺环节,然后是冷却。 我们甚至可以进一步扩展这个思路,探讨冷却后、包装前的储存方式。因此,根据具体情况,当水分活度为0.水分活度时,如果环境非常干燥,产品可能会失去水分;而在潮湿的环境中,产品可能会吸收水分,导致水分含量过高,最终做出口感粗糙、缺乏酥脆感的饼干。理解每个工艺环节都至关重要。
扎卡里·卡特赖特博士:
这张图表中遗漏的一点是,现在有越来越多的企业会对 incoming ingredients 进行检测。许多企业现在会设定一个规格,例如 incoming ingredients水分活度 正负 10% 范围内波动。原因在于,incoming ingredients 的任何波动都可能直接影响最终产品。
这种情况越来越普遍了。你在与某些公司的合作中遇到过这种情况吗?
苏珊·纽曼博士:
是啊,这就是我为什么在这里笑眯眯的原因。我最喜欢的客户之一是Sunrise Fresh。他们拥有一座家庭农场,那地方太棒了,他们种植樱桃、核桃之类的果树。
他们最难处理的产品之一就是樱桃。年复一年,樱桃的糖度会因降水量和日照量的不同而发生变化。 因此,他们现在会参考樱桃等温线,以了解糖度变化对樱桃的影响。如果你只是把樱桃晒干装袋当零食吃,那是一回事。但如果你将其作为其他产品的原料——比如能量棒——那么影响就更大,因为糖是一种非常强效的保湿剂。
这种看待配料的方式真有趣。樱桃每年微小的变化,在格兰诺拉能量棒中却可能带来显著的差异。
扎卡里·卡特赖特博士:
需要特别指出的是,我们可以绘制等温线,无论是针对每个季节还是每种配方,而这条等温线确实能帮助我们精准定位最佳点。我们可以为每款产品或配方绘制这样的等温线,然后利用这些信息来正确设定目标。
关于这张图,还有一点值得注意:我注意到有些公司使用台式水分活度 来尝试进行过程测量。这种方法虽然在一定程度上有效,但如果你需要取样,然后还得等待温度降至适合读数的水平,或者需要进行大量的样品制备,那么获得读数可能需要20多分钟。 到那时,就已经为时已晚。变化已经发生,你无法再进行有效的纠正。
苏珊,为什么能够进行在线测量如此重要?
苏珊·纽曼博士:
我完全明白你的意思。有些人认为,如果我们不知道,那“无知即幸福”,我们可以继续这样干下去。但他们生产的产品其实不符合规格。也许它达到了CCP的标准,但并没有你想要的质量。
通过准确掌握当前状况、迅速获取反馈并进行微调,你可以做到尽善尽美,而这正是你所追求的目标。等待20分钟实在太久了。 我们正将传送带速度调至最高,因为我们需要这样的吞吐量,所以20分钟的等待可能导致大量产品分流和返工。我希望能够实时掌握情况。如果能实现闭环管理,那就更好了。这也是我们接下来要讨论的内容。
错误 #5:控制回路处于断开状态
扎卡里·卡特赖特博士:
好的,那么我们的第五个也是最后一个错误就是让控制回路处于断开状态。
苏珊,你这是什么意思?你刚才在“错误4”中提到了这一点,但所谓“开环”和“闭环”分别是什么意思?
苏珊·纽曼博士:
我指的是那种一团糟的局面。如果让控制回路保持开放状态,就意味着你只是在让产品自行运行。你可能知道制作曲奇饼干(或其他产品)所需的时间和温度配方。保持回路开放意味着你设定好这些参数后,就放任其运行,直到出现问题为止。这其实算不上优化。
我真正希望看到客户取得成功,是在减少变异的那个阶段。我希望他们能生产出完全符合规格要求的产品。

从这张图中可以看到,这是一个运行中的 SKALA Solo 系统的示例,在此系统中,我们可以对某个过程进行闭环控制,而不是任其自由运行。
变异性是最大的敌人。如果变异性很大,我们的良率就会降低,产量也会下降。运行这些烤箱的成本也会随之增加。此外,还会产生大量返工,耗费高昂的人力成本,而且这些产品该存放在哪里呢? 你不得不囤积这些产品,而一旦囤积的产品不符合规格,就可能引发霉变问题。届时这些产品只能报废,客户也不会买账。他们可不想吃到发霉的饼干。
通过闭环管理并分析这些数据,我们便获得了历史记录。像SKALA(或市面上其他同类产品)这样的工具可以提供这些历史数据,但要理解数据应呈现的形态并迅速做出调整,仅凭人力是无法做到的。 你必须逐秒查看数据,并精确掌握何时进行调整,这样才能避免系统失衡。
扎卡里·卡特赖特博士:
需要说明的是,这种开环系统仍然依赖于人——当然,这难免会出现误差。闭环系统虽然仍由操作员进行监控或观察,但快速调整是由仪器本身或机器自动完成的。
也许你能再多谈谈这个。
苏珊·纽曼博士:
当然。SKALA Solo 会监测系统内的温度——即进料口、出料口和产品温度——此外我们还采用了一项专利算法。我们能够掌握工艺过程中的水分和水分活度,并同时采集这两项数据,但我更倾向于围绕水分活度进行训练。
在这个PLC示例中,你会看到这里有一个标注为水分活度 ”的栏目。我们这里关注的是,希望系统能按照该目标值运行,随后操作人员将取样以验证算法是否运行高效。系统会持续进行微调,这些微调对你们与研发部门共同验证过的整体工艺流程不会产生太大影响。
我们希望分析每秒的数据,并每分钟根据数据做出微调决策。不仅如此,您还会发现这里设有多个区域。您可以查看哪个区域对您试图达成的目标影响最大,并针对该区域进行调整。
我们之前讨论过水分活度 ,现在我们将这些内容综合起来,结合历史数据,探讨如何真正利用工业4.0数据,为操作人员提供实时、快速且可付诸行动的解决方案。
扎卡里·卡特赖特博士:
要理解这一点,可以这样想:如果我们播放这段PLC动画,你会发现有一个特定的目标值,它低于最优值,且波动很大。但只要开始使用SKALA Solo 30分钟,你就会看到这种波动有所减少,然后就可以提高目标值。
这让我们回到了最初那张图表,它展示了当前面临的风险,以及那些无法做出调整的公司将为此付出多大代价。这张图表非常生动地展示了SKALA Solo如何能够迅速降低这种波动。
苏珊,这是用于什么产品的?
苏珊·纽曼博士:
这是一款挤压工艺制成的宠物干粮,即狗粮。
扎卡里·卡特赖特博士:
接下来,我想谈谈操作员的问题。如何让一名新入职的员工表现得和那位在行业里干了30年的人一样出色?这款工具能否实现这一点?
苏珊·纽曼博士:
没错,世上没有魔法,但这个工具确实能让人类摆脱决策的负担,代为完成决策。它将在一个闭环系统中进行这些调整,该系统直接连接到PLC。
因此,它会获取PLC数据——甚至可以是微观层面的数据——当这些PLC数据传入后,系统会读取并解析进料口、出料口及产品温度等信息,然后自动进行调整。
诚然,不同设备之间的启动和关闭操作往往颇具挑战。我们通过协助操作人员真正专注于启动和关闭的具体流程,从而帮助他们顺利应对这一过程;随后,我们将接手后续工作,本质上是让整个流程进入自动运行状态。
回顾与总结
扎卡里·卡特赖特博士:
好的,最后,我想再回顾一遍这五个代价高昂的错误。
第一个问题是误解了应采用的正确测量方法。第二个问题是采用了错误的测量方法。第三个问题是让操作人员仅凭直觉操作——我们还讨论了苏珊分享的几个案例。第四个问题是在错误的位置进行抽样——我们不仅需要对最终产品进行抽样,还需在整个生产过程中进行抽样。最后一个问题是控制回路处于未闭环状态。
如果您对上述任何主题有疑问,或者对水分活度、含水率、等温线或 SKALA Solo 有任何疑问,请联系我们、访问我们的网站,或者直接联系 Susan 或我本人。我们很乐意为您解答。
现在我们收到了一些问题,接下来我们将开放提问环节,并尽可能多地回答大家的问题。
问答 #1:能否谈谈您观察到不同产品干燥方式的异同?是否必须针对每种产品采取特定的干燥方法?
苏珊·纽曼博士:
病原体就是病原体,它们的生长环境取决于该病原体本身的特性,而非产品本身。我们知道,细菌在0.8以下不会生长,酵母和霉菌在0.6以下也不会生长,这就是它们的共同点。
关键在于真正了解产品,我们之前讨论过等温线,不同产品中水分与水分活度 之间的差异水分活度 。对于所有这些产品而言,达到安全点的方法都会有所不同,且因产品而异。
关键在于要明白何时该加快速度,何时该放慢节奏。对于饼干来说,制作过程很快,不必太担心微生物滋生。但如果是萨拉米香肠这类产品,制作过程可能长达30天甚至90天。虽然需要让细菌在其中生长,但必须确保整个过程是安全的。
因此,这些差异在各个方面都存在。在大麻加工中,如果速度过快,会导致产品表面的萜烯被破坏,而内部却仍保持湿润。所以就速度而言,这正是差异所在。
扎卡里·卡特赖特博士:
您说得对,尽管这些不同产品的目标可能相同,但它们的失水甚至吸水方式其实取决于具体产品,甚至取决于具体配方。 但借助等温线,我们可以理解这一现象。这有助于您设定目标。此外,这还取决于您采用的方法——无论是喷雾干燥法、批次烘箱法还是其他方法,我们都能针对每种方法进行分析,帮助您减少变异并达成目标。
问答 #2:对于想要尽快干燥高含水率产品(含水率60%或更高)的人,您有什么建议?
扎卡里·卡特赖特博士:
通常来说,水分含量如此之高的产品,比如沙拉酱、果酱之类,其水分含量都远高于普通食品。如果你在处理面团或宠物食品之类的产品,就需要注意避免干燥过快,以免导致“包覆现象”。所谓“包覆现象”,是指产品内部的水分含量和水分活度 一旦产品达到平衡状态,就会开始出现微生物相关的问题。
我不太确定这里具体指的是哪种产品,但可以肯定的是,对于某些产品,确实需要注意不要加热得太快。
苏珊,你的经历是怎样的?我是不是漏掉了什么?
苏珊·纽曼博士:
这里我们需要探讨一下“屏障措施”。我很想了解你们可能使用了哪些保湿剂来降低水分活度 产品更加稳定、安全,避免细菌滋生。也许pH值也是一个需要考虑的因素,你们不妨将pH值作为“屏障技术”的一部分,以进一步降低病原体滋生的风险。
问答 #3:我从事零食行业。在统计过程控制(SPC)方面,我应该选用哪个属性进行测量和控制,以减少过程变异?
苏珊·纽曼博士:
我们已经讨论过这个问题很多次了。在分析工艺波动时,必须拥有非常有效的测量方法和精准的衡量标准,而这正是通过测量精度来实现的。 必须关注水分活度,我们的TE系列和AQUALAB 3仪器可实现0.003、0.005的精度。至于水分平衡仪,正如我们今天所展示的,其读数波动很大,从0.35一直到近10不等。
如果您正在研究生产过程中的统计过程控制,就必须采用一种非常有效的测量方法,那就是水分活度。这是您需要针对生产过程的每个步骤(从混合到烹煮、冷却,直至包装前)确立的关键指标。
扎卡里·卡特赖特博士:
这又回到了等温线的问题上,许多零食产品都处于我们一直讨论的那个“黄金区间”。水分含量仅变化1%,水分活度就可能相差30%或40%。因此,采用精度和准确度最高的测量方法是合乎逻辑的,而这种方法每次都应是水分活度测量。
干燥过程中哪些环节最容易导致微生物滋生?对此可以采取哪些措施?
苏珊·纽曼博士:
我们分析了饼干的例子,我曾遇到过这样的情况:有人采用批量生产工艺,先将所有原料混合,加入水,然后进行压制或成型,送入烤箱烘烤,接着再加入更多原料,但之前并未进行彻底的清洗。
首先,关键是要确保制定一套完善的卫生管理方案,确保按需频繁进行冲洗,通过取样检测是否存在细菌滋生,并记录细菌大量滋生的具体位置。你会发现,这些位置通常位于难以触及的地方。问题就在于,正因为难以触及,人们往往不会去清洁这些地方。
我确实经常看到这种情况。对此有什么解决办法吗?我认为关键在于审查你们的工艺流程和交班交接情况,此外还要确保产品中的微生物生长水平控制在标准以下。除非生产过程中设有杀菌步骤,否则无法杀死微生物,但必须将其控制在不会生长和繁殖的水平。
所以再强调一遍:细菌水分活度0.8,酵母和霉菌——我们要把这一点深深印在你们脑海里——它们的水分活度为0.6。要尽快将水分活度降至这些限值,并保持在该水平。
扎卡里·卡特赖特博士:
我只想补充一点:即使数值低于这些限值,也要记住,如果环境中的湿度或温度较高,设施内的条件仍可能促进微生物的生长。即便数值低于苏珊提到的限值,你所处的环境中可能已经存在微生物;一旦环境条件允许其生长,微生物就会开始大量繁殖。
所以请记住,即使你在整个干燥过程中都进行了控制,如果该产品接近限值,仍需对其进行密切监控。

订阅电子报
您一定会喜欢的案例研究、网络研讨会和文章。
定期获取最新内容!