Fachwissen-Bibliothek
Wie man das Trocknen, Backen oder Dehydrieren von Lebensmitteln optimiert

Die meisten Lebensmittelunternehmen wissen, dass sie ihre Trocknungsprozesse bis zu einem gewissen Grad optimieren könnten. Aber fast alle unterschätzen, was sie dadurch gewinnen würden – und was sie verlieren, wenn sie Probleme ignorieren.
Ob Backen oder Dehydrieren, Räuchern, Trocknen oder Pökeln – wie auch immer man es nennt, es läuft immer auf eines hinaus: Wasser entfernen. Viele Lebensmittelunternehmen tun dies, und jedes Lebensmittelunternehmen, das dies tut, wird Ihnen sagen, dass es wirklich schwierig ist, dabei präzise und konsistent vorzugehen.
Was steht auf dem Spiel? Ist das wirklich wichtig?
Die meisten Lebensmittelunternehmen sind sich bewusst, dass sie ihre Trocknungsprozesse bis zu einem gewissen Grad optimieren könnten. Aber fast alle unterschätzen, was sie dadurch gewinnen könnten – und was sie verlieren, wenn sie das Problem ignorieren.
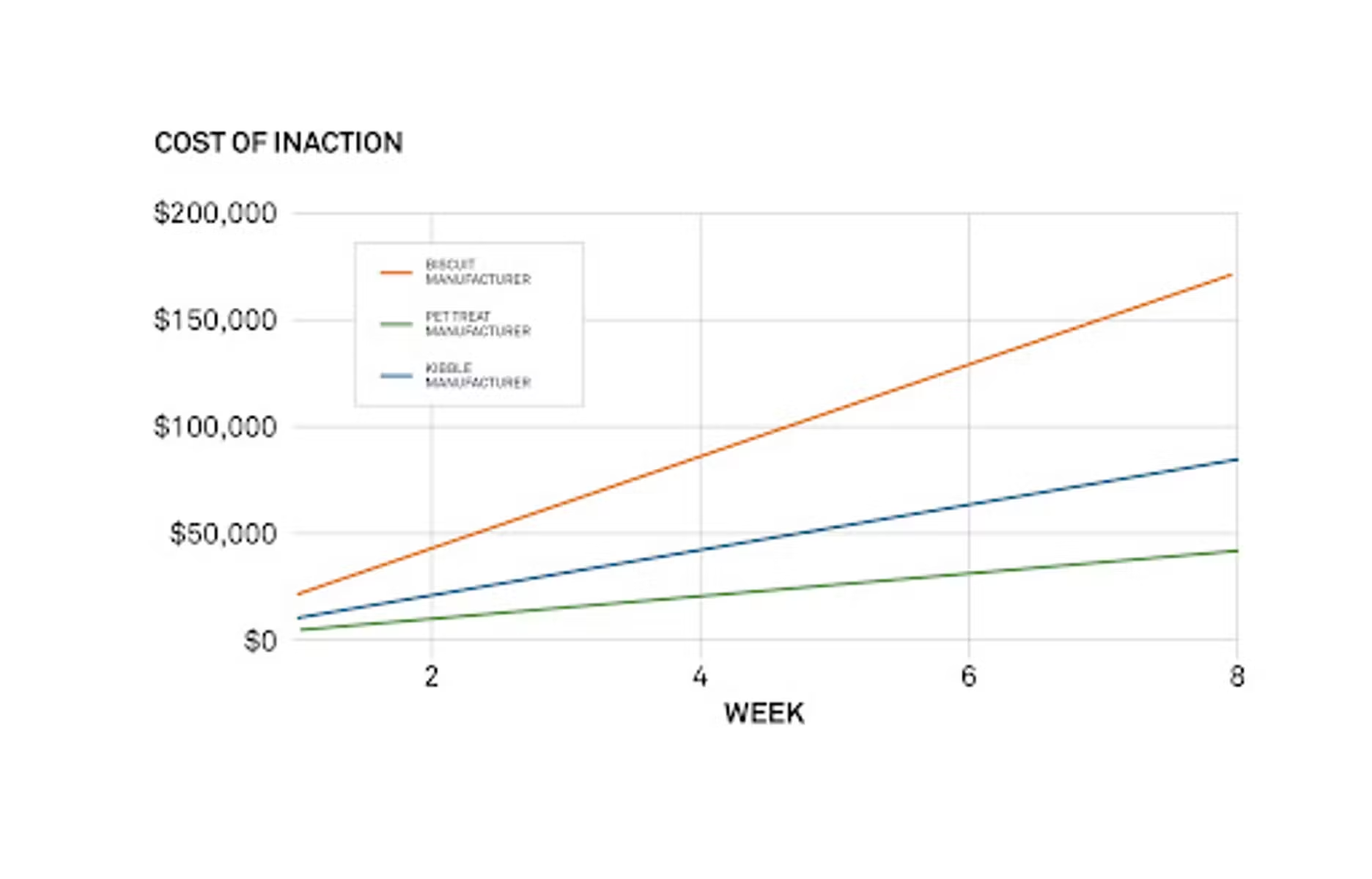
Die obige Grafik wurde anhand realer Kundendaten erstellt. Wie viele andere Unternehmen unterschätzten auch sie die Kosten einer unzureichenden Trocknung um etwa 80 %.
Nachdem sie ihre alten Daten ausgegraben und ausgewertet hatten (sie waren alle in Papierunterlagen vergraben), stellten sie fest, dass das Problem achtmal teurer war, als sie geschätzt hatten.
Dieses Beispiel stammt aus der Tierfutterindustrie, wo die verwendeten Zutaten oft nur wenige Cent pro Pfund kosten. Das Prinzip gilt jedoch auch für Unternehmen in anderen Branchen. Berücksichtigen Sie die Kosten bei der Verarbeitung von Muskelfleisch, wo die Zutaten 8 Dollar pro Pfund kosten können, oder von Cannabis, wo die Zutaten bis zu 2.000 Dollar pro Pfund kosten können.
Fehler Nr. 1: Missverständnis darüber, was gemessen werden muss
Wassermessungen lassen sich in zwei Kategorien einteilen: Feuchtigkeitsgehalt oder Wasseraktivität. Beide haben mit Wasser zu tun, liefern jedoch sehr unterschiedliche Informationen. Sie sollten nicht auf dieselbe Weise verwendet werden.
Ein häufiges Missverständnis bei Lebensmittelunternehmen besteht darin, dass sie sich sehr stark auf die Messung des Feuchtigkeitsgehalts konzentrieren, da der Zusammenhang zwischen Feuchtigkeitsgehalt und Ertrag klar und leicht verständlich ist.
Führungskräfte in Unternehmen (z. B. Finanzvorstände) verfügen oft nicht über den wissenschaftlichen oder qualitätskontrolltechnischen Hintergrund, um zu verstehen, wie wichtig es ist, neben dem Feuchtigkeitsgehalt auch die Wasseraktivität zu messen. Sie wissen möglicherweise nicht, dass der Feuchtigkeitsgehalt zwar ein hervorragender Parameter zur Messung des Ertrags ist, jedoch niemals zur Vorhersage oder Kontrolle des Mikrobenwachstums, der Produkttextur oder der Gesamtqualität herangezogen werden sollte.
Die Wasseraktivität ist ein Maß für Energie. Es handelt sich um ein thermodynamisches Prinzip. Das mag komplex klingen, aber es ist nicht notwendig, die wissenschaftlichen Gleichungen zu verstehen.
Das Grundprinzip ist einfach: Die Wasseraktivität gibt an, ob chemische Reaktionen stattfinden können, ob Mikroorganismen wachsen können oder ob sich die Textur verändern kann. Darüber hinaus sind hochpräzise Messungen der Wasseraktivität einfach und leicht durchzuführen – mit den richtigen Werkzeugen sind sie in weniger als 60 Sekunden erledigt.
Der Feuchtigkeitsgehalt ist einfach die Wassermenge in einer Probe. Wenn Sie jedes Wassermolekül aus einem Lebensmittel entfernen und dann messen könnten, wie viel Wasser vorhanden war, wäre das der Feuchtigkeitsgehalt. Leider ist das mit annähernder Genauigkeit äußerst schwierig.
Fehler Nr. 2: Messen mit dem falschen Gerät
Unabhängig davon, ob Sie sich auf die Wasseraktivität oder den Feuchtigkeitsgehalt konzentrieren, wird es sehr schwierig sein, einen Prozess zu kontrollieren, wenn Ihre Messmethode mit einer hohen Standardabweichung und Variabilität behaftet ist.
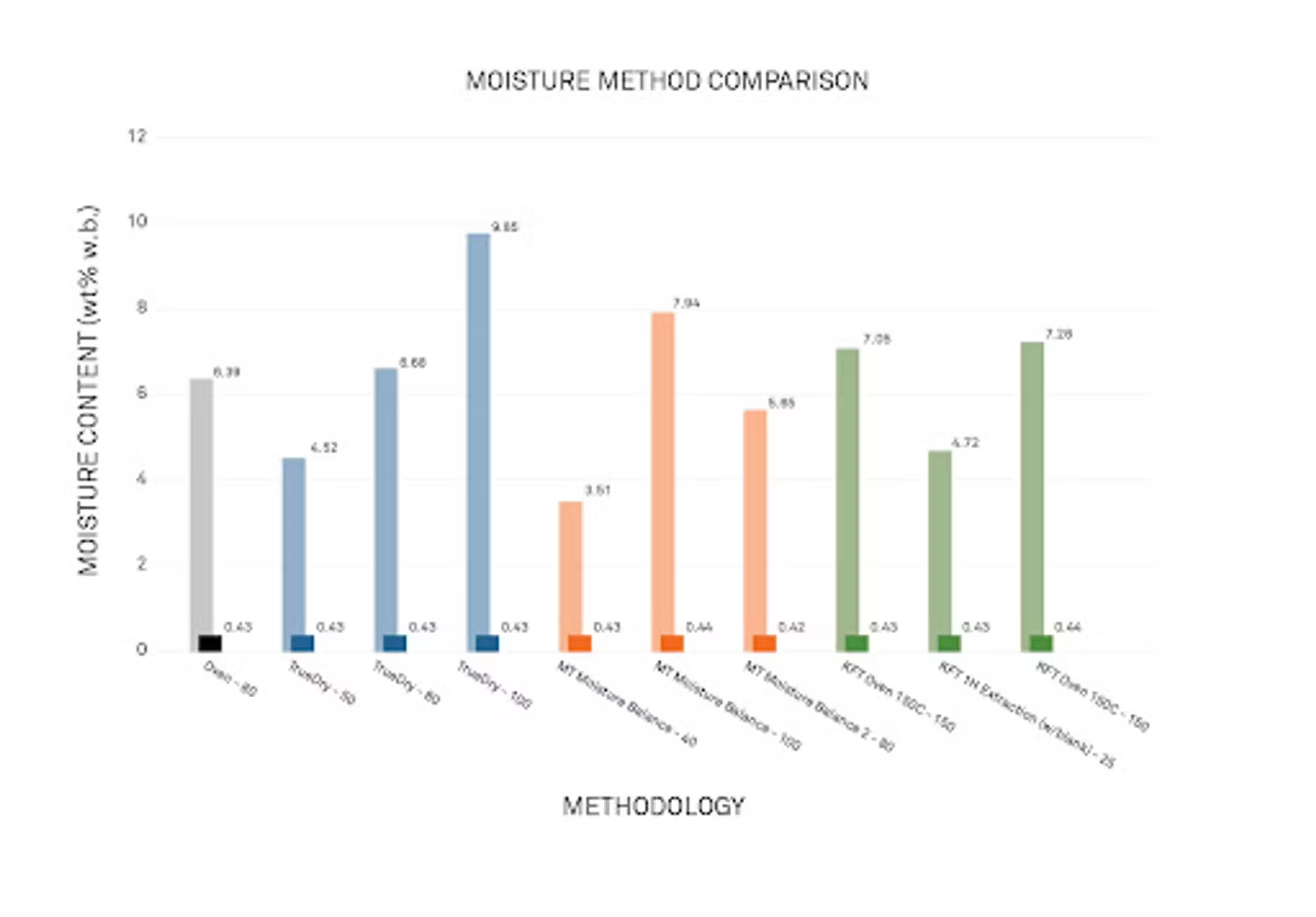
In einer aktuellen Studie hat die METER Group mehrere Proben desselben Produkts zur Prüfung mit verschiedenen gängigen Methoden zur Messung des Feuchtigkeitsgehalts eingeschickt. Die obige Grafik zeigt die Ergebnisse.
Obwohl das Produkt in allen Fällen identisch war, variierten die Ergebnisse hinsichtlich des Feuchtigkeitsgehalts erheblich. Bei den Ergebnissen zur Wasseraktivität gab es fast keine Abweichungen.
Diese Ergebnisse machen deutlich, wie schwierig es sein kann, allein auf der Grundlage von Feuchtigkeitsmessungen konsistente und sichere Entscheidungen zu treffen. Ein Mitarbeiter, der ein Ergebnis von 3,51 % Feuchtigkeit sieht, könnte zu der Annahme gelangen, dass das Produkt übertrocknet ist, während ein anderer Mitarbeiter glauben könnte, dass das Produkt zu feucht ist. Beide könnten auf der Grundlage dieser Feuchtigkeitsergebnisse unterschiedliche (und widersprüchliche) Maßnahmen ergreifen, obwohl die beiden Proben in Wirklichkeit identisch waren.
Durch Hinzufügen von Wasseraktivitätsmessungen, die in der Regel weitaus präziser sind, lassen sich diese Probleme lösen.
Fehler Nr. 3: Die Bediener nach ihrem Bauchgefühl arbeiten lassen
Viele Bediener, insbesondere erfahrene, bewahren sich ihr Stammeswissen. Sie sind oft davon überzeugt, dass sie anhand des Aussehens, der Haptik, des Geräusches oder anderer sensorischer Hinweise erkennen können, ob ein Produkt reibungslos laufen oder gut funktionieren wird.
Diese Methoden sind bestenfalls ungenau und führen selten zu positiven Ergebnissen – wie soll man beispielsweise neuen Mitarbeitern beibringen, Qualität intuitiv zu erkennen?
Die Verwendung zuverlässiger Messungen von gut kalibrierten Sensoren funktioniert viel besser. Die Beziehung zwischen Feuchtigkeitsgehalt und Wasseraktivität kann in einem Diagramm, einer sogenannten Isotherme, visualisiert werden.
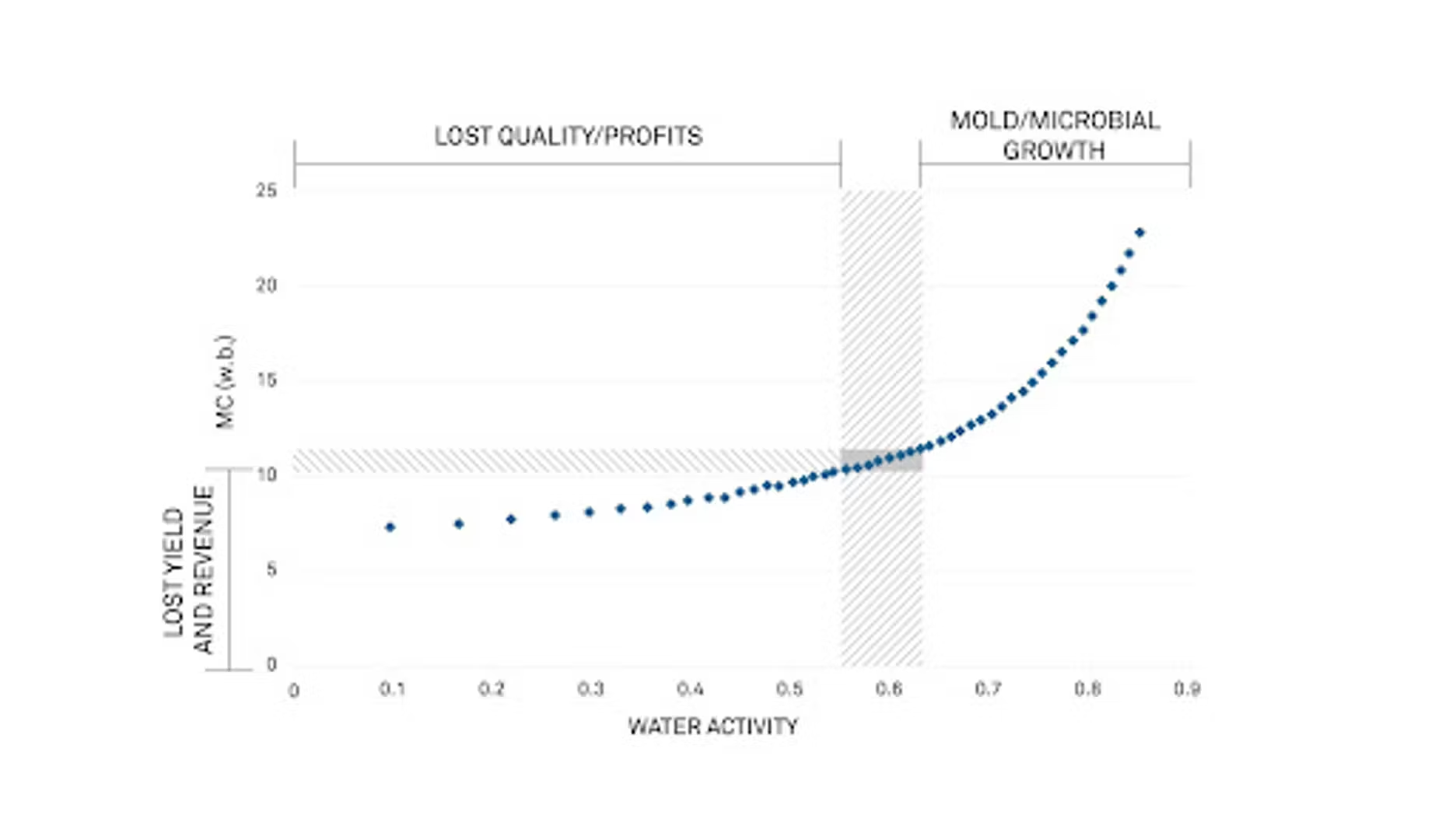
Durch die Erstellung einer Referenzisotherme für das betreffende Produkt lässt sich der „Sweet Spot“ für ideale Qualität und Ausbeute leicht ermitteln. Dieser „Sweet Spot“ kann dann zur Definition von Prozessen und Zielen in der Produktionslinie herangezogen werden.
Fehler Nr. 4: Probenahme an den falschen Stellen
Lebensmittelhersteller entnehmen Feuchtigkeitsproben in der Regel nach dem Kühler. Einige führen auch Probenahmen in früheren Phasen durch.
Dr. Newman empfiehlt, die Zielwerte für jeden Prozess zu verstehen und festzulegen – nach dem Kneten des Teigs, während oder nach dem Backen, während des Abkühlens und sogar während der Lagerung nach dem Abkühlen, aber vor dem Verpacken, da Umweltfaktoren zu erheblichen Feuchtigkeitsschwankungen führen können. Eine trockene Umgebung kann zu Feuchtigkeitsverlust führen. In feuchten Umgebungen können Produkte Feuchtigkeit aufnehmen und dadurch ihre Textur oder Qualität beeinträchtigen.
Einige Unternehmen überprüfen sogar den Feuchtigkeitsgehalt ihrer eingehenden Zutaten, da dieser häufig von Charge zu Charge variiert und die Feuchtigkeitswanderung die Gesamtqualität, Textur oder Haltbarkeit eines Endprodukts verändern kann.
Fehler Nr. 5: Die Regelschleife offen lassen
Viele Unternehmen lassen ihre Produktionslinien einfach weiterlaufen, bis sie eine Probe entdecken, die nicht den Spezifikationen entspricht. Zu diesem Zeitpunkt läuft die Linie oft schon seit 20 Minuten oder länger außerhalb der Spezifikationen und produziert Produkte, die verschrottet oder nachbearbeitet werden müssen.
Prozessschwankungen sind der Feind. Zu große Schwankungen führen zu geringeren Erträgen und einem geringeren Durchsatz. Außerdem verursacht der Betrieb der Öfen und die Nachbearbeitung höhere Kosten – ganz zu schweigen vom Personalaufwand während dieser zusätzlichen Zeit, der Lagerung von zwei verschiedenen Produktgruppen und der Minderung des Risikos von Schimmel und Mikroben während der Lagerung.
Durch häufigere Messungen und einen Algorithmus, der das Feedback verarbeitet und sofortige Mikroanpassungen vornimmt, müssen Hersteller nicht mehr 20 Minuten warten, um ein Problem zu erkennen. Dies bezeichnen Dr. Newman und Dr. Cartwright als „geschlossenen Regelkreis”.
Ein geschlossenes Regelkreissystem würde weiterhin von einem Bediener überwacht werden, aber schnelle Anpassungen werden vom Gerät selbst oder von der Maschine vorgenommen.

Die neue SKALA Dry-Software der METER Group kann Lebensmittelherstellern dabei helfen, ihren Prozesskreislauf mit minimalem Zeit- und Ressourcenaufwand zu schließen.
SKALA Dry misst die Temperaturen innerhalb des Systems – also die Einlass-, Auslass- und Produkttemperatur – und berechnet anhand eines patentierten Algorithmus die Feuchtigkeit und Wasseraktivität während des Prozesses.

Newsletter-Anmeldung
Fallstudien, Webinare und Artikel, die Ihnen gefallen werden.
Erhalten Sie regelmäßig die neuesten Inhalte!