Webinare
5 kostspielige Fehler beim Trocknungsprozess und wie man sie vermeidet
Backen, Dehydrieren, Räuchern, Trocknen, Pökeln. Wie auch immer man es nennt, es läuft immer auf dasselbe hinaus: Wasser entfernen. Die meisten Lebensmittelunternehmen tun dies – aber es präzise und konsistent zu tun, ist nicht einfach.
Über die Moderatoren
Dr. Susan Newman ist Direktorin für Professional Services bei AQUALAB by Addium. Dank ihrer Fachkenntnisse in den Bereichen Design Thinking, Technik und Feuchtigkeitskontrolle hat sie unzähligen Lebensmittel- und Cannabisunternehmen dabei geholfen, ihre Trocknungsprozesse zu verfeinern und zu optimieren.
Dr. Zachary Cartwright ist leitender Lebensmittelwissenschaftler bei AQUALAB by Addium. Er hat einen Doktortitel in Lebensmittelwissenschaft von der Washington State University und einen Bachelor-Abschluss in Biochemie von der New Mexico State University.
Transkript, zur besseren Verständlichkeit bearbeitet
Dr. Zachary Cartwright:
Hallo zusammen, mein Name ist Zachary. Ich bin heute zusammen mit Susan hier und wir freuen uns, Ihnen fünf kostspielige Fehler beim Trocknungsprozess und Möglichkeiten zu ihrer Vermeidung vorstellen zu dürfen.
Ob Backen oder Dehydrieren, Räuchern oder Trocknen oder Pökeln – wie auch immer Ihr Team es nennt oder welcher Schritt in Ihrem Prozess auch immer das ist – es läuft auf eine Sache hinaus. Sie entfernen Wasser. Viele Lebensmittelunternehmen tun dies, und jedes Lebensmittelunternehmen, das dies tut, wird Ihnen sagen, dass es wirklich schwierig ist, präzise und konsistent zu sein.
Es gibt Hunderte von verschiedenen Themen, über die wir im Zusammenhang mit der Verbesserung der Trocknung sprechen könnten, aber heute konzentrieren wir uns auf die fünf häufigsten Fehler, die wir beobachten.
Die Fehler, über die wir sprechen werden, sind:
- Fehlinterpretation der korrekten Maße, die Sie verwenden sollten,
- Die Verwendung der falschen Methode für diese Messung,
- Die Bediener intuitiv arbeiten lassen und vielleicht sogar ihre Hände zur Entscheidungsfindung einsetzen lassen.
- Probenahme an den falschen Stellen und
- Lassen Sie Ihren Regelkreis offen.
Was steht auf dem Spiel?
Bevor wir uns die fünf Fehler ansehen, möchte ich darauf eingehen, wie viel auf dem Spiel steht, welche Kosten Untätigkeit verursacht und was es Unternehmen kostet, wenn sie sich nicht darauf konzentrieren, die Schwankungen ihres Feuchtigkeitsgehalts zu reduzieren.
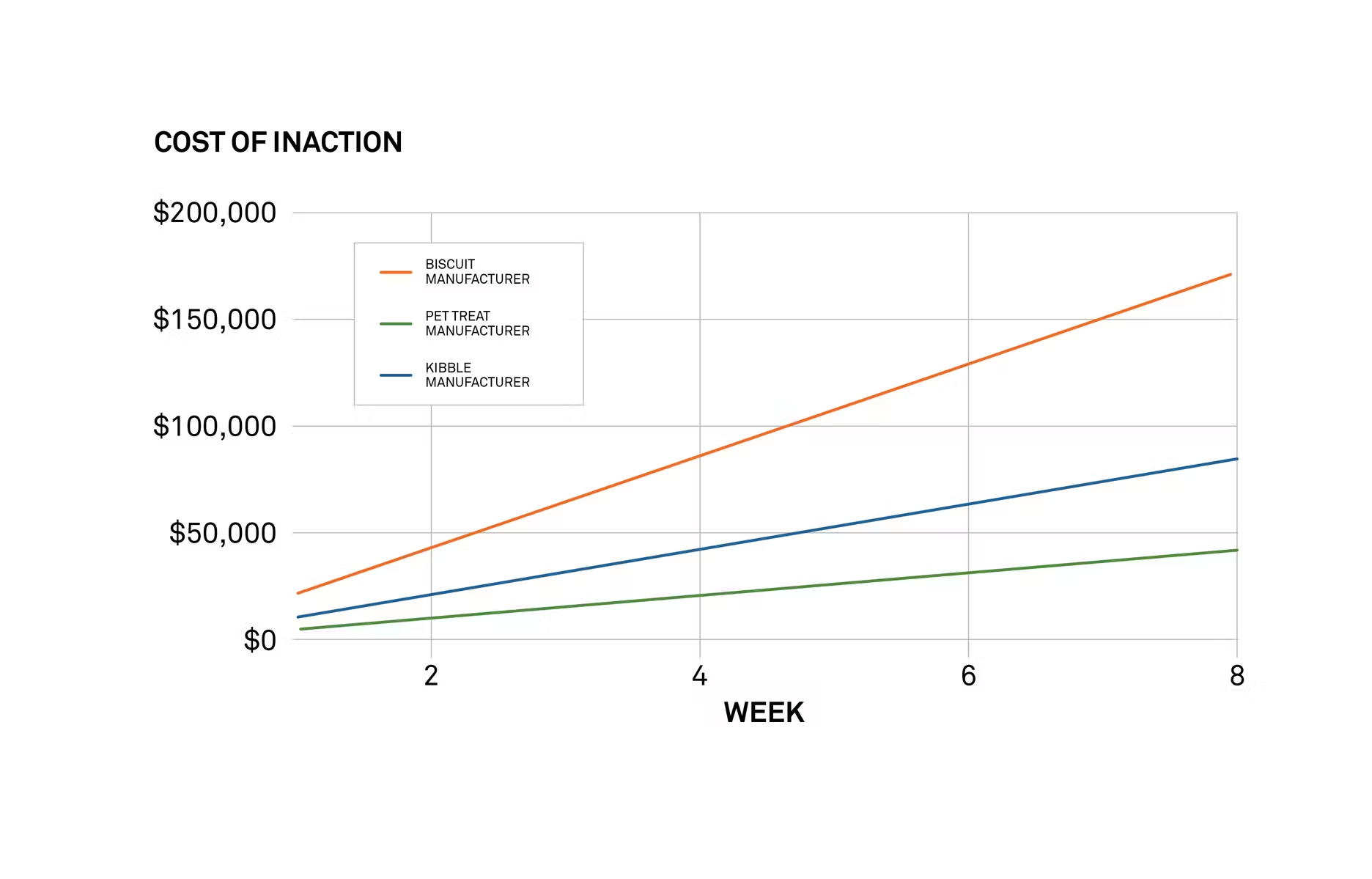
Wir haben hier eine Grafik, die die Kosten der Untätigkeit zeigt. Auf der X-Achse ist die Zeit in Wochen angegeben, auf der Y-Achse die Kosten.
Dieses Beispiel bezieht sich auf verschiedene Tierfutterprodukte. Sie werden feststellen, dass jede Woche, die verstreicht, Zehntausende von Dollar kostet. Das sehen wir nicht nur bei Tierfutter, sondern auch bei vielen anderen Produkten.
Viele Unternehmen sind sich gar nicht bewusst, welche Kosten ihnen durch hohe Schwankungen ihrer Feuchtigkeit entstehen.
Was haben Sie in Ihrer Erfahrung gesehen, Susan, wenn Sie mit Kunden sprechen? Sind sie sich dieser Zahlen bewusst und wissen sie, was sie das kostet?
Dr. Susan Newman:
Gute Frage. Sie sind sich dessen bewusst, aber nicht ausreichend. Sie unterschätzen die Kosten.
Diese Grafik basiert auf echten Kundendaten – bevor wir mit ihnen zusammengearbeitet haben, haben sie die Kosten um etwa 80 % unterschätzt. Das war enorm.
Sie wussten, dass es Möglichkeiten zur Ertragssteigerung gab, gingen jedoch davon aus, dass diese eher gering sein würden, da es in der Lebensmittelindustrie schwierig sein kann, Daten zu finden und zu interpretieren. Oftmals sind diese nur in Papierform verfügbar. Durch gründliche Recherche und großen Einsatz konnten sie jedoch feststellen, dass ihre Verluste fast achtmal höher waren als angenommen.
Oft unterschätzen die Leute, was sie erreichen können, wenn sie den Prozess kontrollieren. Ein Beispiel dafür ist Tierfutter, wo die Kosten für die Zutaten ziemlich niedrig sind. Aber wir sehen das Gleiche auch bei Kunden, die zum Beispiel ganzes Muskelfleisch oder Cannabis verwenden – da sind die Kosten für die Zutaten oder das Produkt viel höher.
Die Kosten für die Zutaten in Tierfutter können nur wenige Cent betragen. Vergleichen Sie das jedoch mit Cannabis, wo Sie je nach Markt mit 2.000 Dollar pro Pfund rechnen müssen. Oder Fleisch – 8 Dollar pro Pfund ist dort ein ziemlich durchschnittlicher Preis. Für diese Märkte ist das also exponentiell.
Fehler Nr. 1: Falsche Interpretation der richtigen Messungen
Dr. Zachary Cartwright:
Das bringt uns zu unserem ersten Fehler beim Trocknen. Was mir bei vielen Lebensmittelunternehmen auffällt, ist, dass sie die richtigen Maße, die sie verwenden sollten, falsch verstehen.
Grundsätzlich lassen sich Wassermessungen in zwei Arten unterteilen: Feuchtigkeitsgehalt oder Wasseraktivität. Ich möchte mir etwas Zeit nehmen, um die Unterschiede zwischen diesen beiden Messungen zu erläutern.
Bevor ich sie vergleiche, was sehen Sie, Susan, wenn Sie mit einem Kunden sprechen? Verwenden sie eine dieser Messungen oder beide? Wie werden sie umgesetzt?
Dr. Susan Newman:
Ich sehe alles. Sie können sich gar nicht vorstellen, was ich schon alles gesehen habe. Von NIR über Feuchtigkeitsbilanzen bis hin zu Karl Fischer. Es gibt auch viel Wasseraktivität, aber verschiedene Branchen haben unterschiedliche erforderliche CCPs. Bei Tiernahrung beispielsweise spielt der Feuchtigkeitsgehalt als CCP eine große Rolle.
Viele Unternehmen, mit denen wir zusammenarbeiten, wissen, wie wichtig die Wasseraktivität für die Sicherheitsparameter ist, und nutzen sie daher etwas häufiger. Das finde ich super. Wir haben aber noch einen langen Weg vor uns – ich sehe, dass viele Leute in ihren Fabrikhallen Feuchtigkeitswaagen benutzen. Wasseraktivität wird normalerweise eher im Labor gemessen, nicht so sehr in der Produktion.
Ich hatte einen Kunden, dessen Geschichte ich sehr gerne erzähle, weil sie so lustig ist: Ich traf mich mit einem Finanzvorstand, der sich sehr für den Feuchtigkeitsgehalt interessierte. In ihrem Labor gab es daher zehn Geräte zur Messung des Feuchtigkeitsgehalts und ein Gerät zur Messung der Wasseraktivität.
Als ich die Leiterin des QA-Teams traf – ihr Name ist Theresa, ich mag sie sehr –, war sie von diesem Wasseraktivitätsmesser begeistert, weil sie verstand, wo das Wachstum von Krankheitserregern stattfindet. Sie wusste, dass Bakterien unter 0,8 nicht wachsen, Schimmelpilze und Hefen unter 0,6 nicht wachsen und unter 0,6 überhaupt nichts wächst.
Sie verstand auch, dass die Wasseraktivität die treibende Kraft für Knusprigkeit ist. Wenn man ein knuspriges Produkt herstellt, braucht man Wasseraktivität in seinem Leben, und das hat sie verstanden.
Der Finanzvorstand legte großen Wert auf den Feuchtigkeitsgehalt, da dieser den Ertragsparameter darstellt – und er hat Recht. Wenn man ein Unternehmen führt, muss man sich mit Feuchtigkeit auskennen, aber man muss auch ein sicheres Produkt herstellen. Das Verständnis dieser beiden Messgrößen und ihre angemessene Anwendung sind Bereiche, in denen wir uns im Lebensmittelbereich wirklich weiterbilden müssen.
Dr. Zachary Cartwright:
Wir haben hier eine Tabelle, die wirklich dabei hilft, den Unterschied zwischen diesen beiden Messungen zusammenzufassen.

Die Wasseraktivität ist ein Maß für Energie. Es handelt sich um ein thermodynamisches Prinzip. Diese Energie ist wichtig, da sie uns Aufschluss darüber gibt, ob bestimmte chemische Reaktionen stattfinden können, ob Mikroorganismen wachsen können oder ob sich die Textur verändern kann. Der Feuchtigkeitsgehalt ist einfach eine Menge. Wenn Sie also jedes Wassermolekül aus einer Lebensmittelprobe oder einem Produkt entfernen könnten, wäre das der Feuchtigkeitsgehalt. Es ist jedoch äußerst schwierig, das gesamte Wasser zu entfernen und einen genauen Messwert zu erhalten.
Die Wasseraktivität ist qualitativ. Damit meine ich, dass wir zwar einen quantitativen Wert erhalten, dieser jedoch qualitativ ist, da wir ihn direkt mit der Sicherheit und Qualität des Produkts in Verbindung bringen können. Ich sehe, dass viele Unternehmen versuchen, den Feuchtigkeitsgehalt zu messen und ihn in Beziehung zu setzen. Aber die inhärente Variabilität des Feuchtigkeitsgehalts macht dies extrem schwierig. Der Feuchtigkeitsgehalt ist eher quantitativ, genau wie Sie gesagt haben. Ein CFO oder Entscheidungsträger, der darüber nachdenkt, um wie viel sich dadurch der Ertrag oder Umsatz steigern lässt, wird sich für den Feuchtigkeitsgehalt interessieren.
Die Wasseraktivität ist eine treibende Kraft für chemische Reaktionen. Der Feuchtigkeitsgehalt steht zwar in Zusammenhang mit chemischen Reaktionen, aber es ist wirklich schwer, diesen Zusammenhang zu verstehen. Die Wasseraktivität ist in dieser Hinsicht viel präziser und genauer, sodass wir eine Bestimmung vornehmen und diese mit der Sicherheit und Qualität in Verbindung bringen können. Für die Wasseraktivität gibt es bekannte Standards. Dabei handelt es sich um verschiedene Salzlösungen, die jedes Mal die gleiche Wasseraktivität aufweisen, sodass die Kalibrierung eines Wasseraktivitätsmessgeräts sehr einfach überprüft werden kann. Für den Feuchtigkeitsgehalt gibt es keine solchen Standards. Es gibt nichts, was einen inhärenten Feuchtigkeitsgehalt aufweist, mit dem wir vergleichen könnten, sodass es sehr schwer ist zu wissen, ob man einen genauen Wert erhält oder nicht.
Schließlich ist die Wasseraktivität dimensionslos. Sie reicht von Null – etwas, das keine Energie hat – bis hin zu Eins, etwas, das die gleiche Energie wie reines Wasser hat. Wenn wir über den Feuchtigkeitsgehalt sprechen, wird dieser in der Regel als Prozentsatz angegeben, entweder auf Nassbasis oder auf Trockenbasis.
Hoffentlich hilft Ihnen diese Tabelle dabei, einige der Unterschiede zwischen diesen beiden Wassermessungen zu verstehen.
Fehler Nr. 2: Verwendung der falschen Messmethode
Dr. Zachary Cartwright:
Kommen wir nun zum zweiten Fehler: die Verwendung einer falschen Messmethode.
Unabhängig davon, ob Sie die Wasseraktivität oder den Feuchtigkeitsgehalt verwenden, gibt es für beide verschiedene Methoden, und es ist wirklich schwierig, einen Prozess zu kontrollieren, wenn die von Ihnen verwendete Methode mit einer hohen Standardabweichung und einer hohen Variabilität einhergeht.
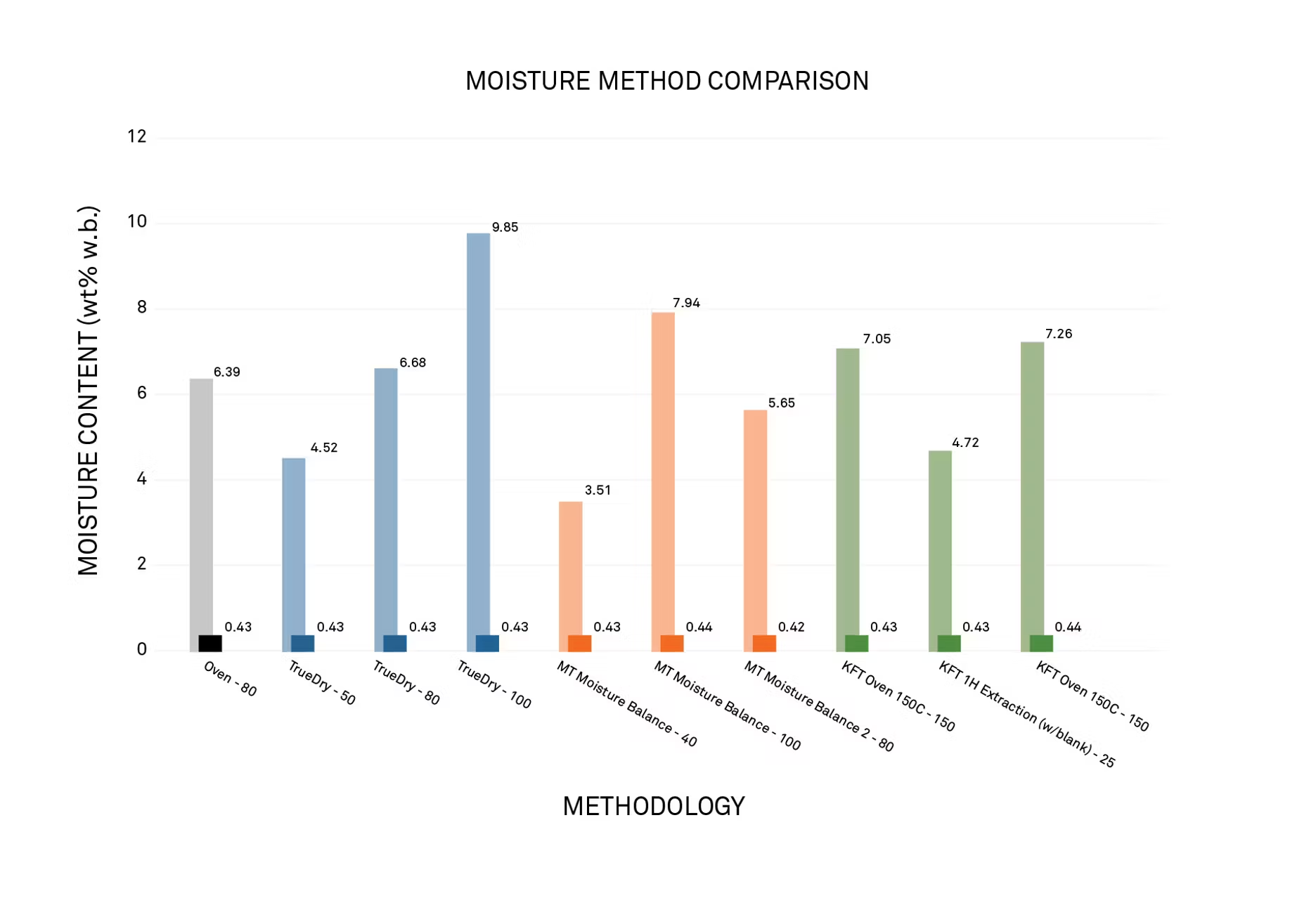
Wir haben hier eine Grafik, die die Ergebnisse für ein Produkt zeigt, das mit verschiedenen Methoden getestet wurde, sowie die Ergebnisse jeder dieser Methoden. Auf der X-Achse sind die verschiedenen Methoden dargestellt. Auf der Y-Achse sind der Feuchtigkeitsgehalt und die Wasseraktivität dargestellt.
Als Erstes möchte ich Sie darauf hinweisen, dass es sich zwar um genau dasselbe Produkt handelt, der Feuchtigkeitsgehalt jedoch sehr unterschiedlich ist. Betrachtet man jedoch die Wasseraktivität, so ist diese sehr konsistent – es gibt fast keine Veränderungen in der Wasseraktivität, obwohl die Messung des Feuchtigkeitsgehalts eine hohe Variabilität ergibt.
Warum ist das wichtig, Susan?
Dr. Susan Newman:
Als wir diese Studie durchgeführt haben, war ich total begeistert. Wir haben ein Produkt genommen, es so weit gebracht, dass es akklimatisiert und vollkommen konsistent war, bereit für den Einsatz – Sie werden also sehen, dass die Wasseraktivität sehr konstant bei 0,42 liegt.
Wir haben es eingeschickt und uns dann verschiedene Feuchtigkeitsgehaltsmessungen angesehen. Ich war schockiert, als ich diese Ergebnisse sah. Der niedrigste Wert lag bei 3,5, der höchste bei fast 10 – und das bei demselben Produkt.
Ich habe versucht, mich in die Lage eines QA-Teams zu versetzen. Wie würden sie sich fühlen, wenn sie diese Ergebnisse erhielten? Welche Maßnahmen könnten sie daraus ableiten? Wenn ich so unterschiedliche Ergebnisse sehe, fühle ich mich für sie enttäuscht.
Angenommen, Sie senden dies nur an ein Labor und erhalten nur den Wert 3,5. Was tun Sie dann? Sie glauben, dass Sie Ihr Produkt übertrocknen, also fügen Sie mehr Feuchtigkeit hinzu, senken die Temperaturen und verkürzen möglicherweise die Garzeiten, was Ihre CCP-Abtötungsschritte beeinträchtigen kann, wenn Sie nicht vorsichtig sind.
Am anderen Ende des Spektrums, wenn Sie einen Messwert von 10 erhalten und Ihr Produkt bis zu 12 % erreichen kann – und dieses Produkt konnte das –, dann denken Sie: „Wow, ich mache wirklich einen guten Job.“
Aber als ich mir all diese Daten ansah, war ich einfach schockiert über die Abweichungen, die wir dabei feststellten, und darüber, wie schwer es ist, jeden Tag wirklich gute Arbeit zu leisten, um ein konsistentes Produkt herzustellen.
Dr. Zachary Cartwright:
Wir haben kürzlich ein Webinar zum Thema Feuchtemessungen veranstaltet, und nachdem wir einige Daten gesammelt hatten, fiel uns dabei besonders auf, wie groß die Schwankungen sind, insbesondere bei Feuchtigkeitsbilanzen.
Das knüpft an das an, was Sie zuvor gesagt haben. Viele Einrichtungen, die wir beliefern, verfügen vielleicht über 10 Feuchtigkeitswaagen und ein Wasseraktivitätsmessgerät, aber diese Feuchtigkeitswaagen können eine Abweichung von 4 bis 7 % aufweisen. Das ist wirklich häufig der Fall und kann daran liegen, dass sie von verschiedenen Personen verwendet werden oder dass unterschiedliche Methoden angewendet werden usw. Diese Grafik zeigt diese Abweichungen sehr gut.
Was würden Sie tun, wenn Sie diese QA-Mitarbeiterin wären, Susan? Was würden Sie tun, nachdem Sie diese Daten gesehen haben? Wie würde Ihnen dies helfen, eine Entscheidung über die Methode zu treffen, die Sie verwenden sollten?
Dr. Susan Newman:
Diese einzelnen Datenpunkte zu sehen, wäre für mich sehr wichtig. Ich habe immer gewusst, dass die Wasseraktivität aufgrund ihrer Genauigkeit für uns von entscheidender Bedeutung ist. Ich stelle fest, dass der Feuchtigkeitsgehalt bei meinen Kunden variiert, plus oder minus 2 % ist die Regel, aber sogar bis zu vier bis sieben, wie Sie gesagt haben.
Wenn ich diese Daten sehen würde, wäre ich schockiert und würde meine Methoden wirklich in Frage stellen. Ich würde mir überlegen: „Wie kann ich das besser machen? Was ist die Wahrheit? Wie kann ich mich auf genauere Messungen wie die Wasseraktivität stützen, diese aber dennoch auf den Feuchtigkeitsgehalt anwenden, der ein CCP ist, also entscheidend für meine Erträge und Gewinne?“
Ich würde mich wirklich gerne auf diese Wasseraktivität konzentrieren, aber ich verstehe den Unterschied und die Beziehung zwischen den beiden, und es gibt eine Beziehung. Dort würde ich meine Zeit verbringen. Aber Mann, wenn ich nur einen dieser Datenpunkte hätte, würde ich denken, dass ich großartig arbeite, oder ich würde denken, dass ich gefeuert werden müsste.
Dr. Zachary Cartwright:
Es ist wichtig zu beachten, dass es einen Zusammenhang zwischen Wasseraktivität und Feuchtigkeitsgehalt gibt, worauf wir im nächsten Fehler eingehen werden.
Fehler Nr. 3: Die Bediener nach ihrem Bauchgefühl arbeiten lassen
Dr. Zachary Cartwright:
Sprechen wir über den dritten Fehler: Die Mitarbeiter arbeiten nach ihrer Intuition, anstatt ihnen genaue Echtzeitdaten zur Verfügung zu stellen, die ihnen helfen würden, fundierte Entscheidungen zu treffen.
Du hast einige gute Geschichten dazu, Susan. Ich übergebe das Wort an dich.
Dr. Susan Newman:
Ich verbringe die meiste Zeit mit Fehler Nummer drei. Es gibt viele Betreiber, insbesondere solche, die schon lange im Geschäft sind, die ihr Wissen für sich behalten.
Einer meiner Lieblingskunden – ich hoffe, er schaut heute zu. Hallo, Harley! – arbeitete an einer Produktionslinie, an der Hundekekse hergestellt wurden. Zunächst wurde ein Teig hergestellt, und er war überzeugt, dass er mit den Händen in den Teig greifen, ihn fühlen und feststellen konnte, ob er gut laufen würde oder nicht. Ich habe ihn darauf angesprochen, denn eigentlich fühlte er nur die Temperatur. Beim Ausrollen lässt sich kälteres Produkt etwas besser verarbeiten, aber die Hände sind für diese Art von Arbeit nicht kalibriert. Wenn Sie sich darauf verlassen, rufen Sie mich an. Wir wollen das nicht tun, aber es ist wirklich üblich.
Selbst die Qualitätssicherung war damit einverstanden, da dies kein Punkt im Prozess war, an dem sie irgendetwas gemessen haben. Als CCP spielte das keine Rolle. Für ihn war also die Intuition entscheidend. Aber wie soll er die Leute schulen? Wie schult man Menschen, damit sie dieses Gespür entwickeln? An der Intuition zu arbeiten, ist nicht immer die beste Idee. Das ist mein erstes Beispiel.
Ein weiteres Beispiel, das ich oft sehe, ist Cannabis. In der Vergangenheit gab es nicht viel Wissenschaft im Bereich Cannabis. Es gab viele Schnelltests. Wenn ein Kunde einen Schnelltest durchführt, kommt es bei einer Wasseraktivität von etwa 0,4 zu diesem Gefühl. Ich habe diesbezüglich zahlreiche Tests durchgeführt – dieses Gefühl eines Knackens am Zweig tritt bei 0,4 auf, und das ist ein Problem, da zu diesem Zeitpunkt die Terpene in Ihrem Produkt bereits abgebaut sind.
Wir wissen, dass Terpene bei einer Wasseraktivität von 0,5 in Cannabis zu zerfallen beginnen. Wenn Ihr Durchschnitt bei einer Wasseraktivität von 0,4 liegt, sind die Terpene bereits zerfallen. Das Gleiche gilt für Chips und andere Produkte. Wenn Sie zu stark trocknen, geht Qualität verloren.
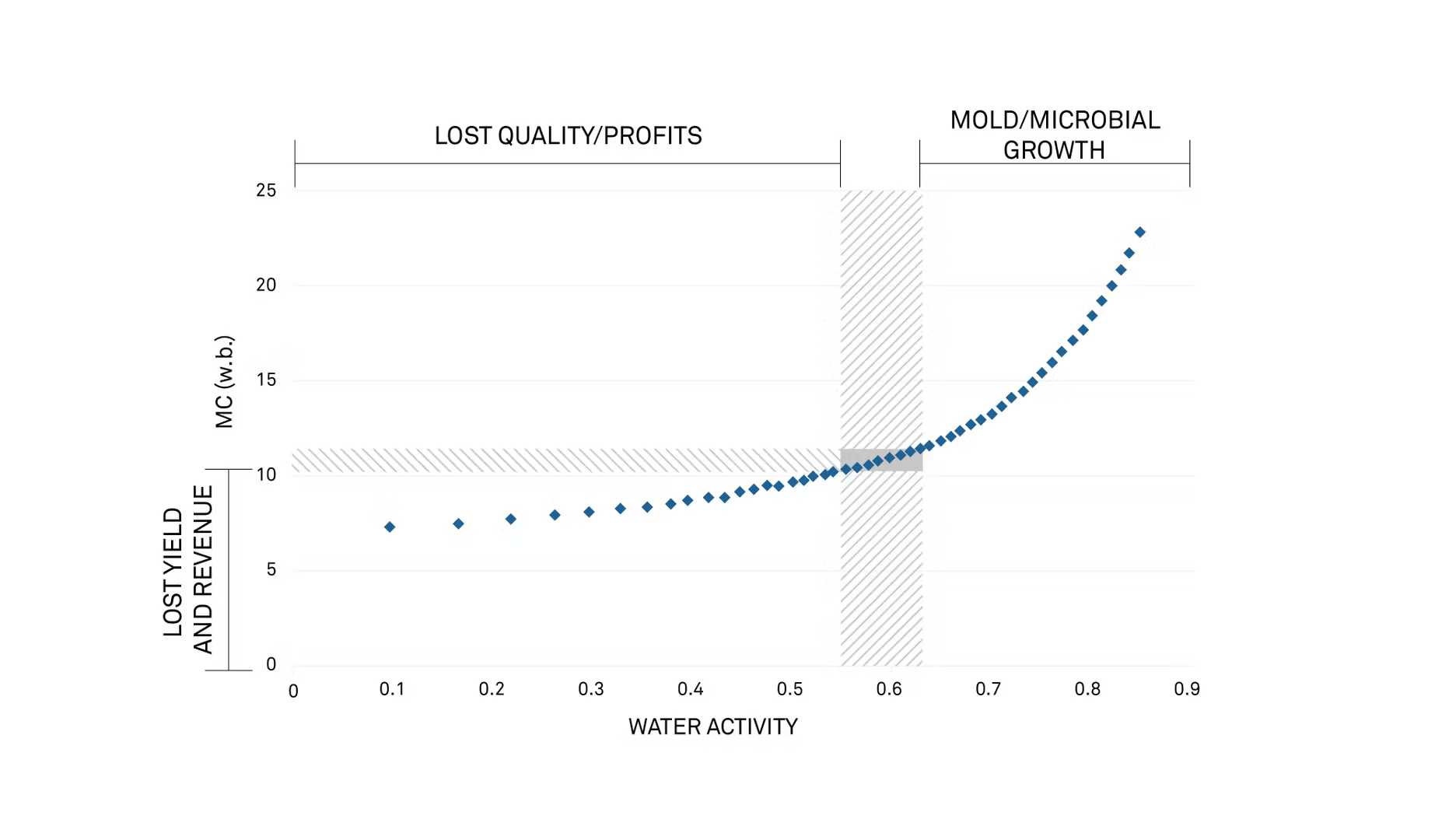
In diesem Diagramm ist der rote Bereich der ideale Wert. Dieses Diagramm bezieht sich speziell auf Cannabis und zeigt die Beziehung zwischen Feuchtigkeit und Wasseraktivität. Ich möchte, dass alle unsere Kunden diesen perfekten Sweet Spot erreichen. Das ist der Punkt, an dem wir vor dem Wachstum von Krankheitserregern sicher sind. Bei Cannabis unter 0,625 wächst nicht viel. Wir müssen vor allem auf Aspergillus enchiladas achten, der bis zu 0,625 wachsen kann, aber ich möchte trotzdem, dass sie diesen schönen Ertrag erzielen.
Wir möchten sie zwischen 0,55 für schöne Terpene und einer Obergrenze von 0,625 halten. Wenn wir das erreichen, erhalten wir ein schönes Produkt, das gleichzeitig auch das profitabelste Produkt für den Verkauf ist.
Basierend auf diesem Zusammenhang zwischen Feuchtigkeit und Wasseraktivität ergibt ein Schnelltest in der Regel einen Feuchtigkeitsgehalt von etwa 8 %. Wenn Sie sich auf eine genauere Methode wie die Wasseraktivität verlassen, können Sie die erforderliche Präzision erzielen, um hier einen Feuchtigkeitsgehalt von bis zu 12 % zu erreichen. Bei Cannabis bedeutet eine Erhöhung der Feuchtigkeit um 4 %, selbst wenn Sie 50.000 Pfund pro Jahr zu einem Verkaufspreis von 2.000 pro Pfund produzieren, ein Problem von 4 Millionen Dollar, wenn Sie diese 4 % optimieren.
Das ist aufgrund des Wertes des Produkts ein Extremfall, aber wir beobachten dieses Phänomen sogar bei unseren Produkten mit geringem Wert. Ein weiterer wirklich cooler Aspekt beim Verständnis der Isotherme – der Beziehung zwischen Feuchtigkeit und Wasseraktivität – ist, dass man erkennen kann, warum Harley nicht sehr effektiv war. Man sieht, dass diese große Veränderung der Wasseraktivität nur eine kleine Veränderung der Feuchtigkeit ist, sodass sich die Feuchtigkeit nicht wirklich stark verändert, aber die Wasseraktivität sich stark verändert. Deshalb funktionieren die Hände nicht. Deshalb ist es am besten, sich hier auf die Wasseraktivität als Messgröße zu verlassen.
Dr. Zachary Cartwright:
Es ist wichtig zu verstehen, dass diese Feuchtigkeitsadsorptionsisotherme, die wir hier betrachten, ein Spezialgebiet der METER Group ist. Wir verfügen über eine patentierte Technologie, mit der wir entweder eine Desorptionskurve erstellen und so verstehen können, wie Wasser aus einem Produkt entfernt wird, oder eine Adsorptionskurve, um zu verstehen, wie Wasser an dieses Produkt gebunden wird. Anhand dieser Kurve und durch Festlegen eines Zielwerts für die Wasseraktivität können wir einen optimalen Wert finden, der alle zufriedenstellt. Wir können den QA-Mitarbeiter, der sich mit der Wissenschaft auskennt, zufriedenstellen, sodass er sein Ziel kennt und auch versteht, wie hoch der Feuchtigkeitsgehalt sein sollte.
Diese Grafik fasst alles, was wir über das Wasser in diesem Produkt wissen müssen, gut zusammen, was sowohl die Wissenschaftler als auch die Entscheidungsträger zufriedenstellt und ein Verständnis dafür vermittelt, wo der Sweet Spot liegen sollte. Das können wir für jede Art von Produkt erstellen. Selbst jede Formulierung kann eine andere Kurve aufweisen, die wir berücksichtigen müssen.
Fehler Nr. 4: Probenahme an den falschen Stellen
Dr. Zachary Cartwright:
Kommen wir nun zu Fehler Nummer vier: Probenahme an der falschen Stelle.
Susan, wenn Sie eine Lebensmitteleinrichtung betreten, wo sehen Sie Menschen probieren und wo sollten sie probieren?
Dr. Susan Newman:
Tolle Frage. Normalerweise sehe ich, dass Leute Proben nach der Kühlung nehmen. In diesem Beispiel sind also vor dem Verpacken, wo normalerweise die CCPs sind, viele Proben zu entnehmen, und dann noch einige vereinzelte während des Prozesses.
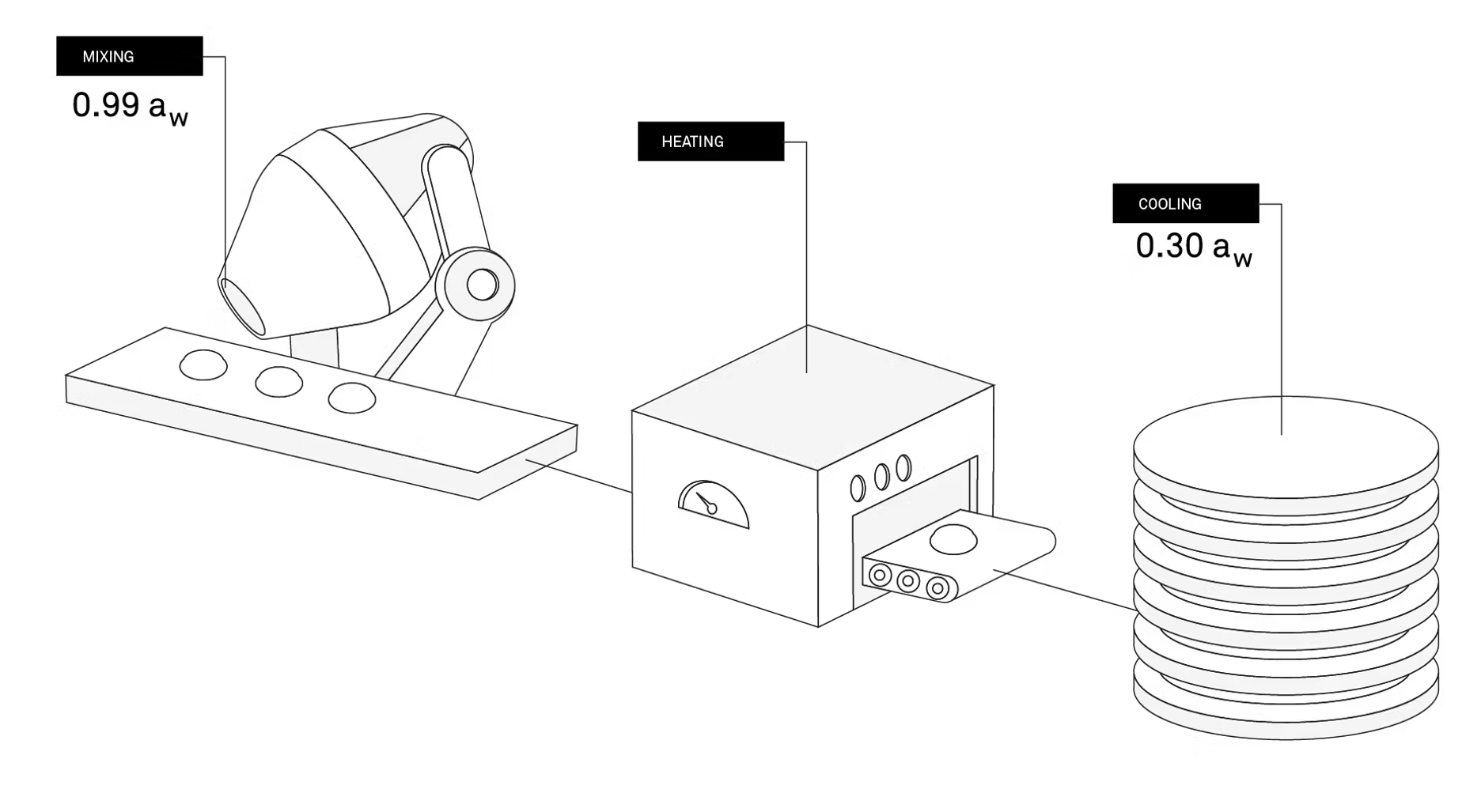
Ich habe einige Kunden, die langsam verstehen, wie unterschiedlich Zutaten sein können und wie sich das auf den Teig auswirkt. In diesem Beispiel mit Keksen haben wir einen Teigbereich, wo wir die Rohzutaten mischen, wir haben einen Ofen und dann haben wir einen Kühler. Im Mixer hat der Teig normalerweise eine Wasseraktivität von 0,99.
Um dann im Kühler die gewünschte Knusprigkeit zu erreichen, muss die Wasseraktivität bei etwa 0,3 liegen. Durch die Untersuchung dieser beiden Bereiche erhält man einen Überblick. Der wichtigste Teil fehlt jedoch, nämlich der Teil, dessen Betrieb am meisten Energie verbraucht: der Ofen.
Was ich gerne sehe, sind Kunden, die sich weiterentwickeln und die Ziele jedes einzelnen Prozesses wirklich verstehen. Der Teig ist ein Prozess, der Ofen ist ein Prozess und dann kommt das Abkühlen. Wir könnten dies sogar noch erweitern und uns ansehen, wie Sie das Produkt nach dem Abkühlen, aber vor dem Verpacken lagern. Je nachdem, wo Sie sich befinden, könnten Sie bei einer Wasseraktivität von 0,3 in einer sehr trockenen Umgebung Feuchtigkeit verlieren. In einer feuchten Umgebung könnten Sie Feuchtigkeit gewinnen und den Feuchtigkeitsgehalt so weit erhöhen, dass Sie matschige Kekse erhalten, die nicht mehr knusprig sind. Es ist wirklich wichtig, jeden dieser Prozesse zu verstehen.
Dr. Zachary Cartwright:
Was in dieser Grafik fehlt, ist, dass immer mehr Unternehmen die eingehenden Zutaten messen. Viele Unternehmen legen mittlerweile eine Spezifikation fest, beispielsweise plus oder minus 10 % Wasseraktivität der eingehenden Zutaten. Der Grund dafür ist, dass jede Abweichung bei den eingehenden Zutaten sich auf das Endprodukt auswirken kann.
Das kommt immer häufiger vor. Haben Sie das in Ihrer Erfahrung mit einigen Unternehmen beobachtet?
Dr. Susan Newman:
Ja, deshalb lächle ich hier. Einer meiner Lieblingskunden ist Sunrise Fresh. Sie haben einen Familienbetrieb. Es ist großartig, sie bauen Kirschen, Walnüsse und solche Sachen an.
Eines ihrer problematischsten Produkte ist die Kirsche. Von Jahr zu Jahr kann sich der Brixwert der Kirschen je nach Wasser- und Sonneneinstrahlung ändern. Deshalb untersuchen sie nun die Isotherme der Kirsche, um zu verstehen, wie sich diese Veränderung des Brixwerts auf die Kirsche auswirkt. Wenn man sie trocknet und in eine Tüte füllt, um sie zu naschen, ist das eine Sache. Wenn man sie jedoch als Zutat in einem anderen Produkt verwendet, beispielsweise in einem Energieriegel, hat dies größere Auswirkungen, da Zucker ein starkes Feuchthaltemittel ist.
Das ist eine interessante Sichtweise auf Zutaten. Eine kleine Veränderung der jährlichen Schwankungen bei Kirschen kann eine große Veränderung bei einem Müsliriegel bedeuten.
Dr. Zachary Cartwright:
Es ist wichtig zu beachten, dass wir eine Isotherme erstellen können, sei es für jede Saison oder jede Rezeptur, und dass diese Isotherme uns wirklich dabei hilft, den Sweet Spot zu finden. Wir können diese Isotherme für jedes Produkt oder jede Rezeptur erstellen und diese Informationen dann nutzen, um das Ziel korrekt festzulegen.
Eine weitere Bemerkung zu dieser Zahl: Ich habe festgestellt, dass einige Unternehmen Tischgeräte zur Messung der Wasseraktivität einsetzen, um eine Messung während des Prozesses durchzuführen. Das kann zwar bis zu einem gewissen Grad effektiv sein, aber wenn Sie eine Probe entnehmen und dann warten müssen, bis die Temperatur für eine Messung erreicht ist, oder wenn Sie umfangreiche Probenvorbereitungen durchführen müssen, kann es mehr als 20 Minuten dauern, bis Sie einen Messwert erhalten. Zu diesem Zeitpunkt ist es jedoch bereits zu spät. Die Veränderungen sind bereits eingetreten, und Sie können keine wirksamen Korrekturen mehr vornehmen.
Warum ist es so wichtig, eine In-Prozess-Messung durchführen zu können, Susan?
Dr. Susan Newman:
Ich weiß genau, wovon Sie sprechen. Manche Leute denken, dass Unwissenheit ein Segen ist, wenn wir nichts wissen, und dass wir einfach weitermachen können. Aber sie verwenden Produkte, die nicht den Spezifikationen entsprechen. Vielleicht erfüllen sie die CCP-Spezifikationen, aber sie haben nicht die Qualität, die Sie sich wünschen.
Wenn Sie genau wissen, wo Sie stehen, schnell Feedback erhalten und diese kleinen Anpassungen vornehmen, können Sie ein perfektes Ergebnis erzielen, und genau das ist Ihr Ziel. 20 Minuten sind eine zu lange Wartezeit. Wir fahren mit maximaler Bandgeschwindigkeit, weil wir diesen Durchsatz wollen, daher können 20 Minuten eine enorme Umleitung und Nacharbeit bedeuten. Ich möchte das gerne von Moment zu Moment sehen. Und wenn Sie den Kreislauf schließen können, umso besser. Das ist etwas, worüber wir als Nächstes sprechen werden.
Fehler Nr. 5: Die Regelschleife offen lassen
Dr. Zachary Cartwright:
Okay, unser fünfter und letzter Fehler ist also, dass Sie Ihre Regelschleife offen lassen.
Was meinst du damit, Susan? Du hast es vorhin in Fehler Nr. 4 angesprochen, aber was meinst du mit einem offenen Regelkreis im Gegensatz zu einem geschlossenen Regelkreis?
Dr. Susan Newman:
Ich meine damit Chaos. Wenn Sie Ihren Regelkreis offen lassen, bedeutet das, dass Sie einfach nur Ihr Produkt herstellen. Sie kennen wahrscheinlich die Zeit- und Temperaturvorgaben für die Herstellung von Keksen oder was auch immer Ihr Produkt ist. Den Regelkreis offen zu lassen bedeutet, dass Sie diese Parameter festlegen und den Prozess laufen lassen, bis ein Problem auftritt. Sie optimieren also nicht wirklich.
Ich möchte, dass meine Kunden gerade an diesem Punkt der Variationsreduktion erfolgreich sind. Ich möchte, dass sie ein Produkt herstellen, das genau ihren Spezifikationen entspricht.

In der Grafik hier sehen Sie ein Beispiel für unser SKALA Solo-System im Betrieb. Damit können wir einen Prozess schließen, anstatt ihn laufen zu lassen.
Variabilität ist der Feind. Wenn wir viel Variabilität haben, haben wir einen geringeren Ertrag und einen geringeren Durchsatz. Außerdem kostet der Betrieb dieser Öfen mehr. Hinzu kommen viel Nacharbeit, teure Mitarbeiter und die Frage, wo man das Produkt lagern soll. Sie müssen dieses Produkt lagern, und wenn es dann nicht den Spezifikationen entspricht, kann es zu Schimmelproblemen kommen. Dann müssen Sie es wegwerfen, und Ihren Kunden wird das auch nicht gefallen. Sie wollen keine schimmligen Kekse.
Indem wir den Kreislauf schließen und diese Daten verstehen, erhalten wir eine historische Aufzeichnung. Ein Produkt wie SKALA (oder andere auf dem Markt) kann Ihnen diese historischen Daten liefern, aber zu verstehen, wie sie aussehen sollten, und schnell Änderungen vorzunehmen, ist für einen Menschen unmöglich. Sie müssen die Daten sekündlich betrachten und dann genau wissen, wann Sie eine Anpassung vornehmen müssen, damit Sie Ihr System nicht aus dem Gleichgewicht bringen.
Dr. Zachary Cartwright:
Zur Verdeutlichung: Das offene Regelkreissystem ist nach wie vor vom Menschen abhängig – natürlich sind damit Fehler verbunden. Das geschlossene Regelkreissystem wird weiterhin von einem Bediener überwacht oder beobachtet, aber schnelle Anpassungen werden vom Gerät selbst oder von der Maschine vorgenommen.
Vielleicht kannst du ein bisschen mehr darüber erzählen.
Dr. Susan Newman:
Selbstverständlich. SKALA Solo misst die Temperaturen innerhalb des Systems – also die Einlass-, Auslass- und Produkttemperatur – und verfügt über einen patentierten Algorithmus. Wir verstehen die Feuchtigkeit und Wasseraktivität während des Prozesses und erfassen beide Werte, aber ich bevorzuge es, mich auf die Wasseraktivität zu konzentrieren.
In diesem SPS-Beispiel sehen Sie eine Stelle, an der das Ziel für die Wasseraktivität angegeben ist. Was wir hier sehen, ist, dass ich möchte, dass dies auf diesem Ziel läuft, und dann nehmen die Bediener eine Probe, um zu überprüfen, ob der Algorithmus effizient läuft. Er nimmt ständig Anpassungen vor, Mikroanpassungen, die keinen großen Einfluss auf den Gesamtprozess haben, den Sie mit Ihrer Forschungs- und Entwicklungsabteilung validiert haben.
Wir möchten uns die Daten Sekunde für Sekunde ansehen und jede Minute die Entscheidung treffen, eine Mikroanpassung vorzunehmen. Und nicht nur das, Sie werden hier auch sehen, dass es mehrere Zonen gibt. Sie können sehen, welche Zone den größten Einfluss auf das von Ihnen angestrebte Ergebnis hat, und diese Zone entsprechend anpassen.
Wir haben über Wasseraktivität und Feuchtigkeitsgehalt gesprochen, aber jetzt bringen wir all dies zusammen, betrachten historische Aufzeichnungen und überlegen, wie wir Daten aus der Industrie 4.0 wirklich nutzen können, um in Echtzeit schnelle, umsetzbare Ergebnisse für Betreiber zu erzielen.
Dr. Zachary Cartwright:
Um dies zu verstehen, lassen Sie uns diese PLC-Animation abspielen. Sie werden feststellen, dass es ein bestimmtes Ziel gibt, das unter dem Optimum liegt und große Schwankungen aufweist. Aber schon 30 Minuten nach der Implementierung von SKALA Solo werden Sie sehen, dass diese Schwankungen reduziert sind, und dann können Sie das Ziel erhöhen.
Dies geht zurück auf unsere allererste Grafik, die zeigt, was hier auf dem Spiel steht oder wie viel es Unternehmen kostet, die nicht in der Lage sind, die Anpassung vorzunehmen. Diese Grafik verdeutlicht sehr gut, wie leistungsstark SKALA Solo ist, um diese Schwankungen sehr schnell zu reduzieren.
Für welches Produkt ist das, Susan?
Dr. Susan Newman:
Dies ist ein extrudiertes Trockenfutter für Haustiere, Hundefutter.
Dr. Zachary Cartwright:
Von hier aus möchte ich weitermachen und nach den Betreibern fragen. Wie kann man einen brandneuen Mitarbeiter dazu bringen, genauso gut zu sein wie jemand, der schon seit 30 Jahren in der Branche tätig ist? Ermöglicht dieses Tool das?
Dr. Susan Newman:
Ja, nichts ist magisch, aber dieses Tool nimmt den Menschen definitiv die Entscheidungsfindung ab und übernimmt sie für sie. Es nimmt diese Anpassungen in einem geschlossenen Regelkreis vor, der direkt mit einer SPS verbunden ist.
Es erhält also SPS-Daten, die sogar auf Mikroebene vorliegen können. Diese SPS-Daten werden eingelesen, ausgewertet, die Einlass-, Auslass- und Produkttemperaturen werden erfasst und dann automatisch angepasst.
Nun, von Gerät zu Gerät ist das Starten und Herunterfahren immer schwierig. Wir helfen auch dabei, indem wir den Bedienern helfen, sich wirklich darauf zu konzentrieren, wie sie ein Gerät starten und herunterfahren, und dann können wir es von dort aus übernehmen, also im Wesentlichen den Prozess auf Autopilot schalten.
Rückblick und Zusammenfassung
Dr. Zachary Cartwright:
Okay, zum Abschluss möchte ich noch einmal die fünf kostspieligen Fehler durchgehen.
Der erste Fehler bestand darin, die richtige Messmethode falsch zu verstehen. Der zweite Fehler war die Verwendung einer falschen Messmethode. Der dritte Fehler war, dass die Bediener nach ihrem Bauchgefühl arbeiteten – wir haben einige Geschichten von Susan durchgesprochen. Der vierte Fehler war die Probenahme am falschen Ort – wir müssen nicht nur das Endprodukt, sondern während des gesamten Prozesses Proben nehmen. Der letzte Fehler war, dass die Regelschleife offen gelassen wurde.
Wenn Sie Fragen zu einem dieser Themen oder zu Wasseraktivität, Feuchtigkeitsgehalt, Isothermen oder SKALA Solo haben, wenden Sie sich bitte an uns, besuchen Sie unsere Website oder wenden Sie sich direkt an Susan oder mich. Wir beantworten Ihre Fragen gerne.
Wir haben jetzt einige Fragen und werden nun die Runde für diese Fragen öffnen und so viele davon wie möglich beantworten.
Frage und Antwort Nr. 1: Können Sie etwas zu den Unterschieden und Gemeinsamkeiten sagen, die Sie bei der Trocknung verschiedener Produkte festgestellt haben? Ist ein produktspezifischer Trocknungsansatz immer erforderlich?
Dr. Susan Newman:
Krankheitserreger sind Krankheitserreger, und wo sie wachsen, hängt ganz spezifisch von diesem Erreger ab, nicht vom Produkt. Wir wissen, dass Bakterien unter 0,8 und Hefen und Schimmelpilze unter 0,6 nicht wachsen, das ist also die Gemeinsamkeit.
Der Unterschied liegt darin, das Produkt wirklich zu verstehen. Wir haben darüber gesprochen, die Isotherme zu betrachten, denn der Unterschied zwischen Feuchtigkeit und Wasseraktivität ist bei jedem Produkt unterschiedlich. Der Weg zu einem sicheren Punkt ist für alle diese Produkte unterschiedlich und spezifisch für das jeweilige Produkt.
Der Unterschied liegt darin, zu wissen, wann man schnell vorgehen und wann man langsamer werden muss. Bei einem Keks ist der Prozess schnell abgeschlossen. Man muss sich keine großen Gedanken über das Wachstum von Mikroorganismen machen. Bei einem Produkt wie Salami kann der Prozess 30 bis 90 Tage dauern. Man möchte, dass sich dort einige Bakterien vermehren, muss dies aber auf sichere Weise tun.
Diese Unterschiede bestehen also durchweg. Bei Cannabis zerstören wir, wenn wir zu schnell vorgehen, die Terpene an der Außenseite des Produkts und lassen das Innere feucht. Was die Geschwindigkeit angeht, liegen die Unterschiede also wirklich genau hier.
Dr. Zachary Cartwright:
Es ist ein guter Punkt, dass, obwohl die Ziele für einige dieser verschiedenen Produkte gleich sein mögen, die Art und Weise, wie diese Produkte Wasser verlieren oder sogar Wasser aufnehmen, wirklich produktspezifisch oder sogar formulationsspezifisch ist. Mithilfe einer Isotherme können wir dies jedoch nachvollziehen. Dies kann Ihnen bei der Festlegung Ihrer Ziele helfen. Es kann auch von der von Ihnen verwendeten Methode abhängen, ob es sich um ein Sprühtrocknungsverfahren, einen Chargenofen oder etwas anderes handelt. Wir können jede dieser Methoden untersuchen und Ihnen dabei helfen, Abweichungen zu reduzieren und Ihr Ziel zu erreichen.
Frage und Antwort Nr. 2: Welchen Rat würden Sie jemandem geben, der Produkte mit hohem Feuchtigkeitsgehalt (60 % MC oder mehr) so schnell wie möglich trocknen möchte?
Dr. Zachary Cartwright:
Nun, im Allgemeinen sind Produkte mit einem so hohen Feuchtigkeitsgehalt Dinge wie Dressings oder vielleicht Marmeladen oder etwas, das einen viel höheren Feuchtigkeitsgehalt hat. Wenn Sie mit Teig oder etwas wie Tierfutter arbeiten, müssen Sie darauf achten, dass es nicht zu schnell trocknet, da dies zu einer Verkrustung führen kann. Dabei hat das Innere des Produkts einen höheren Feuchtigkeitsgehalt und eine höhere Wasseraktivität als das Äußere, und sobald das Produkt ein Gleichgewicht erreicht hat, treten Probleme mit Mikroorganismen auf.
Ich bin mir nicht ganz sicher, um welches Produkt es sich hier handelt, aber ich würde sagen, dass man bei bestimmten Produkten darauf achten muss, sie nicht zu schnell zu erhitzen.
Was sind deine Erfahrungen, Susan? Gibt es etwas, das ich hier übersehe?
Dr. Susan Newman:
Wir müssen uns hier mit Barrieremaßnahmen befassen. Mich interessiert, welche Feuchthaltemittel Sie möglicherweise verwenden, um die Wasseraktivität zu reduzieren und so ein stabileres, sichereres Produkt zu erhalten, damit es nicht zu Bakterienwachstum kommt. Vielleicht auch der pH-Wert – Sie könnten also den pH-Wert ebenfalls als Teil Ihrer Barrieretechnologie betrachten, um das Produkt etwas sicherer vor dem Wachstum von Krankheitserregern zu machen.
Frage und Antwort Nr. 3: Ich arbeite mit Snacks. Welches Attribut sollte ich im Hinblick auf SPC zur Messung und Kontrolle verwenden, um Prozessschwankungen zu reduzieren?
Dr. Susan Newman:
Wir haben schon viel darüber gesprochen. Wenn man Prozessschwankungen betrachtet, braucht man eine wirklich gute Messmethode, einen hervorragenden Maßstab, und das erreicht man durch Genauigkeit. Man muss die Wasseraktivität betrachten, wo man eine Genauigkeit von 0,003, 0,005 erreichen kann, was bei unseren TEs und unserem AQUALAB 3 der Fall ist. Bei den Feuchtigkeitswaagen, die wir heute gezeigt haben, gab es Messwerte von 0,35 bis fast 10.
Wenn Sie sich mit statistischer Prozesskontrolle in Ihrem Prozess befassen, müssen Sie nach einer wirklich guten Messmethode suchen, und das ist die Wasseraktivität. Das ist das Attribut, das Sie für jeden Schritt dieses Prozesses festlegen möchten, vom Mischen über das Kochen und Abkühlen bis hin zur Verpackung.
Dr. Zachary Cartwright:
Das führt uns wieder zurück zu den Isothermen: Viele Snackprodukte befinden sich in dem von uns erwähnten optimalen Bereich. Eine Veränderung des Feuchtigkeitsgehalts um 1 % kann einen Unterschied von 30 oder 40 % in der Wasseraktivität bedeuten. Es ist sinnvoll, dass Sie die Messung mit der höchsten Präzision und Genauigkeit verwenden möchten, und das wird jedes Mal die Aktivität sein.
Welche Teile des Trocknungsprozesses begünstigen am ehesten das Wachstum von Mikroorganismen? Was kann dagegen unternommen werden?
Dr. Susan Newman:
Wir haben uns das Beispiel mit den Keksen angesehen, und ich habe Probleme beobachtet, bei denen Leute, die einen Batch-Prozess verwenden, alle Zutaten mischen, Wasser hinzufügen, dann wird der Teig gepresst oder geformt, kommt in den Ofen, dann fügen sie weitere Zutaten hinzu, ohne vorher gründlich zu reinigen.
Der erste Schritt besteht darin, sicherzustellen, dass Sie über ein hervorragendes Hygieneprogramm verfügen, dass Sie so oft wie nötig reinigen, Abstriche nehmen, um festzustellen, ob sich Keime angesammelt haben, und protokollieren, wo sich diese Stellen mit hohem Keimbefall befinden. Diese finden sich in der Regel an schwer zugänglichen Stellen. Das Problem ist, dass sie schwer zugänglich sind – und daher nicht gereinigt werden.
Das sehe ich tatsächlich ziemlich oft. Was kann man dagegen tun? Wenn ich mir Ihre Programme und Ihre Schichtwechsel anschaue, würde ich sagen, dass das der richtige Ansatz ist, ebenso wie die Reduzierung Ihres Produkts unter die Spezifikation für mikrobielles Wachstum. Wenn Sie dort keinen Abtötungsschritt anwenden, töten Sie nichts ab, aber Sie möchten es auf einen Punkt reduzieren, an dem es nicht mehr wächst und sich vermehrt.
Also noch einmal: Bakterien, Wasseraktivität 0,8, Hefen und Schimmelpilze – wir werden Ihnen das einhämmern – 0,6 für diese. Erreichen Sie diese Grenzwerte so schnell wie möglich und halten Sie sie dort aufrecht.
Dr. Zachary Cartwright:
Das Einzige, was ich noch hinzufügen möchte, ist, dass Sie selbst dann, wenn Sie unter diesen Grenzwerten liegen, bedenken sollten, dass die Bedingungen in Ihrer Einrichtung das Wachstum von Mikroorganismen begünstigen können, wenn die Luftfeuchtigkeit oder die Temperaturen hoch sind. Selbst wenn Sie unter den von Susan genannten Grenzwerten liegen, können Sie sich in einer Umgebung befinden, in der die Mikroorganismen bereits vorhanden sind, und sobald die Umgebung ihr Wachstum begünstigt, werden Sie eine Vermehrung feststellen, die Mikroorganismen werden zu wachsen beginnen.
Behalten Sie das also im Hinterkopf: Selbst wenn Sie den Trocknungsprozess vollständig kontrollieren, muss das Produkt, wenn es sich einem Grenzwert nähert, dennoch sehr genau überwacht werden.

Newsletter-Anmeldung
Fallstudien, Webinare und Artikel, die Ihnen gefallen werden.
Erhalten Sie regelmäßig die neuesten Inhalte!