Seminarios web
5 costosos errores en el proceso de secado y cómo evitarlos
Hornear, deshidratar, ahumar, secar, curar. Sea cual sea el nombre que se le dé, se trata siempre de lo mismo: eliminar el agua. La mayoría de las empresas alimentarias lo hacen, pero hacerlo de forma precisa y constante no es fácil.
Acerca de los presentadores
La Dra. Susan Newman es directora de Servicios Profesionales en AQUALAB by Addium. Su dominio del pensamiento de diseño, la ingeniería y el control de la humedad ha ayudado a innumerables empresas alimentarias y de cannabis a perfeccionar y optimizar sus procesos de secado.
El Dr. Zachary Cartwright es científico jefe especializado en alimentación en AQUALAB by Addium. Tiene un doctorado en Ciencias de la Alimentación por la Universidad Estatal de Washington y una licenciatura en Bioquímica por la Universidad Estatal de Nuevo México.
Transcripción, editada para mayor claridad.
Dr. Zachary Cartwright:
Hola a todos, me llamo Zachary. Hoy estoy aquí con Susan y estamos encantados de hablaros sobre cinco costosos errores en el proceso de secado y cómo evitarlos.
Ya sea que esté horneando o deshidratando, ahumando o secando o curando, independientemente del nombre que le dé su equipo o del paso que sea en su proceso, todo se reduce a una cosa: está eliminando agua. Muchas empresas alimentarias lo hacen, y cualquiera de ellas le dirá que es muy difícil ser preciso y constante.
Hay cientos de temas diferentes sobre los que podríamos hablar en relación con la mejora del secado, pero hoy nos centraremos en los cinco errores más comunes que observamos.
Los errores de los que hablaremos son:
- Malinterpretar las medidas correctas que se deben utilizar.
- Utilizar el método incorrecto para esa medición,
- Dejar que los operadores trabajen basándose en su intuición, e incluso utilizando sus manos para guiar sus decisiones,
- Tomar muestras en los lugares equivocados, y
- Dejar abierto el bucle de control.
¿Qué está en juego?
Antes de analizar los cinco errores, quiero hablar sobre lo mucho que está en juego, el coste de la inacción y lo que les cuesta a las empresas no centrarse en reducir la variabilidad del contenido de humedad.
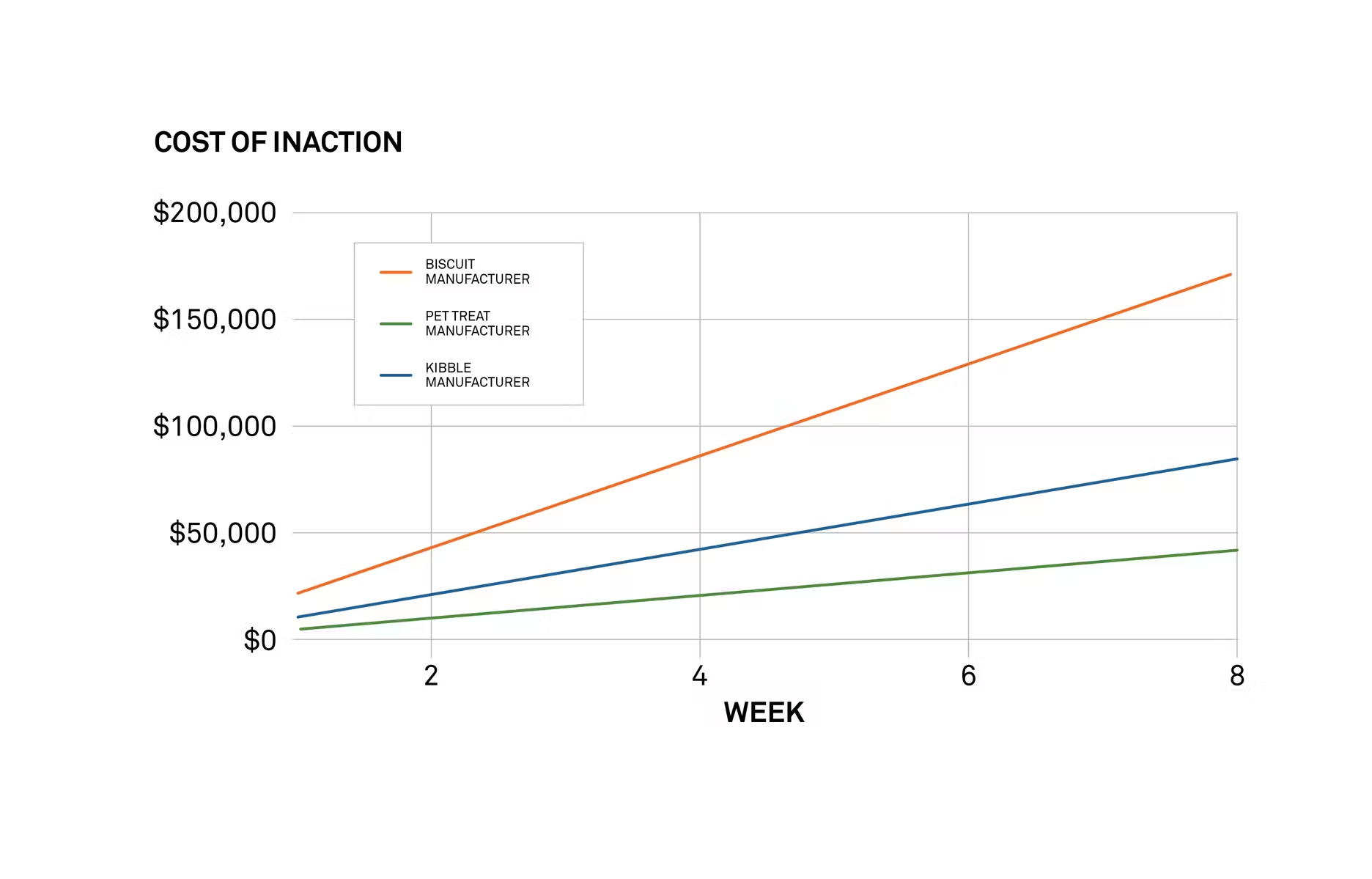
Tenemos aquí una figura que muestra el coste de la inacción. En el eje X, tenemos el tiempo en semanas, y en el eje Y, el coste.
Este ejemplo se refiere a diferentes productos alimenticios para mascotas. Observará que cada semana que pasa cuesta decenas de miles de dólares. Esto no solo ocurre con los alimentos para mascotas, sino también con muchos otros productos.
Muchas empresas ni siquiera son conscientes de lo que les cuesta tener un alto grado de variabilidad en su humedad.
¿Qué has observado, Susan, en tu experiencia cuando vas a hablar con los clientes? ¿Son conscientes de estas cifras y de lo que les están costando?
Dra. Susan Newman:
Buena pregunta. Son conscientes, pero no lo suficiente. Subestiman el coste.
Este gráfico se basa en datos reales de clientes: antes de trabajar con ellos, subestimaban el coste en aproximadamente un 80 %. Era una cifra enorme.
Sabían que existía la oportunidad de aumentar el rendimiento, pero pensaban que sería bastante pequeña, ya que en la industria alimentaria puede resultar difícil encontrar e interpretar los datos. Muchas veces estos se encuentran en registros en papel. Así que, al profundizar en el tema y dedicarle energía, se dieron cuenta de que estaban perdiendo casi ocho veces más de lo que pensaban.
A menudo se subestima lo que se puede conseguir controlando el proceso. Este es un ejemplo del sector de los alimentos para mascotas, donde el coste de los ingredientes es bastante bajo, pero vemos la misma situación con clientes que utilizan, por ejemplo, carne de músculo entero o cannabis, donde el coste de los ingredientes o del producto es mucho más elevado.
El coste de los ingredientes de los alimentos para mascotas puede ser de unos pocos céntimos. Pero compárese eso con el cannabis, cuyo precio, dependiendo del mercado, puede alcanzar los 2000 dólares por libra. O la carne, cuyo precio medio ronda los 8 dólares por libra. Por lo tanto, se trata de un crecimiento exponencial para esos mercados.
Error n.º 1: Interpretar erróneamente las medidas correctas que se deben tomar.
Dr. Zachary Cartwright:
Esto nos lleva al primer error en el secado. Lo que observo en muchas empresas alimentarias es que no entienden cuál es la medida correcta que deben utilizar.
Básicamente, las mediciones del agua se pueden resumir en dos tipos: contenido de humedad o actividad del agua. Quiero dedicar un momento a señalar las diferencias entre estas dos mediciones.
Antes de compararlas, ¿qué ves, Susan, cuando vas a hablar con un cliente? ¿Están utilizando una de estas medidas o ambas? ¿Cómo se están implementando?
Dra. Susan Newman:
Lo veo todo. Ni siquiera te imaginas lo que he visto. Desde NIR hasta balances de humedad y Karl Fischer. También hay mucha actividad hídrica, pero cada industria tiene sus propios PCC requeridos. Los alimentos para mascotas, por ejemplo, se centran mucho en el contenido de humedad como su PCC.
Muchas de las empresas con las que trabajamos comprenden la importancia de la actividad del agua para los parámetros de seguridad, por lo que la utilizan un poco más. Me encanta ver eso. Sin embargo, aún nos queda un largo camino por recorrer: veo a mucha gente utilizando balanzas de humedad en sus fábricas. Normalmente veo mucha actividad del agua en el laboratorio, pero no tanto en la planta de producción.
Tenía un cliente que —me encanta contar esta historia porque es muy divertida— me reuní con un director financiero y estaba muy entusiasmado con el contenido de humedad. Así que en su laboratorio se podían ver 10 dispositivos de contenido de humedad y un dispositivo de actividad del agua.
Cuando conocí a la jefa del equipo de control de calidad, Theresa, a quien aprecio mucho, le encantó este medidor de actividad acuática, porque comprendía dónde se produce el crecimiento de patógenos. Entendía que las bacterias no crecen por debajo de 0,8, que los mohos y las levaduras no crecen por debajo de 0,6 y que nada crece por debajo de 0,6.
También comprendió que la actividad del agua es la fuerza motriz de la textura crujiente. Si se elabora un producto crujiente, se necesita actividad del agua, y ella lo entendió.
El director financiero se centraba mucho en el contenido de humedad porque ese es el parámetro de rendimiento, y tiene razón. Si diriges un negocio, necesitas comprender la humedad, pero también tienes que fabricar un producto seguro. Comprender estas dos medidas y utilizarlas adecuadamente es algo que realmente debemos tener en cuenta en el sector alimentario.
Dr. Zachary Cartwright:
Tenemos aquí una tabla que ayuda mucho a resumir la diferencia entre estas dos medidas.

La actividad del agua es una medida de energía. Es un principio termodinámico. Esa energía es importante porque nos ayuda a saber si pueden producirse determinadas reacciones químicas, si pueden crecer microorganismos o si puede cambiar la textura. El contenido de humedad es simplemente una cantidad. Por lo tanto, si se pudiera eliminar cada molécula de agua de una muestra de alimento o de un producto, ese sería el contenido de humedad. Es extremadamente difícil eliminar toda el agua y obtener una lectura precisa.
La actividad del agua es cualitativa. Lo que quiero decir con esto es que, aunque obtenemos una cifra cuantitativa, es cualitativa porque podemos relacionarla directamente con la seguridad y la calidad de ese producto. Veo que muchas empresas intentan medir el contenido de humedad y relacionarlo con la seguridad y la calidad. Sin embargo, la variabilidad inherente al contenido de humedad hace que esto sea extremadamente difícil. El contenido de humedad es más cuantitativo, tal y como usted ha dicho. Un director financiero o un responsable de la toma de decisiones que piense en cuánto va a aumentar su rendimiento o sus ingresos estará interesado en el contenido de humedad.
La actividad del agua es una fuerza impulsora de las reacciones químicas. El contenido de humedad, aunque está relacionado con las reacciones químicas, es muy difícil de comprender. La actividad del agua es mucho más precisa y exacta en ese sentido, por lo que nos permite realizar la determinación y relacionarla con la seguridad y la calidad. Con la actividad del agua, contamos con estándares conocidos. Se trata de diferentes soluciones salinas que tienen siempre la misma actividad del agua, lo que facilita enormemente la verificación de la calibración de un instrumento de actividad del agua. El contenido de humedad no cuenta con este tipo de estándares. No hay nada que tenga un contenido de humedad inherente con el que podamos comparar, por lo que es muy difícil saber si se está obteniendo un número preciso o no.
Por último, la actividad del agua no tiene unidades. Va desde cero, algo que no tiene energía, hasta uno, algo que tiene la misma energía que el agua pura. Cuando hablamos del contenido de humedad, este se expresa generalmente en porcentaje, ya sea en base húmeda o seca.
Esperamos que esta tabla le ayude a comprender algunas de las diferencias entre estas dos medidas de agua.
Error n.º 2: Utilizar una metodología de medición incorrecta.
Dr. Zachary Cartwright:
Pasemos al segundo error: utilizar una metodología de medición incorrecta.
Tanto si se utiliza la actividad del agua como el contenido de humedad, existen diferentes metodologías para cada uno de ellos, y es realmente difícil controlar un proceso si hay mucha desviación estándar y mucha variabilidad inherente al método que se está utilizando.
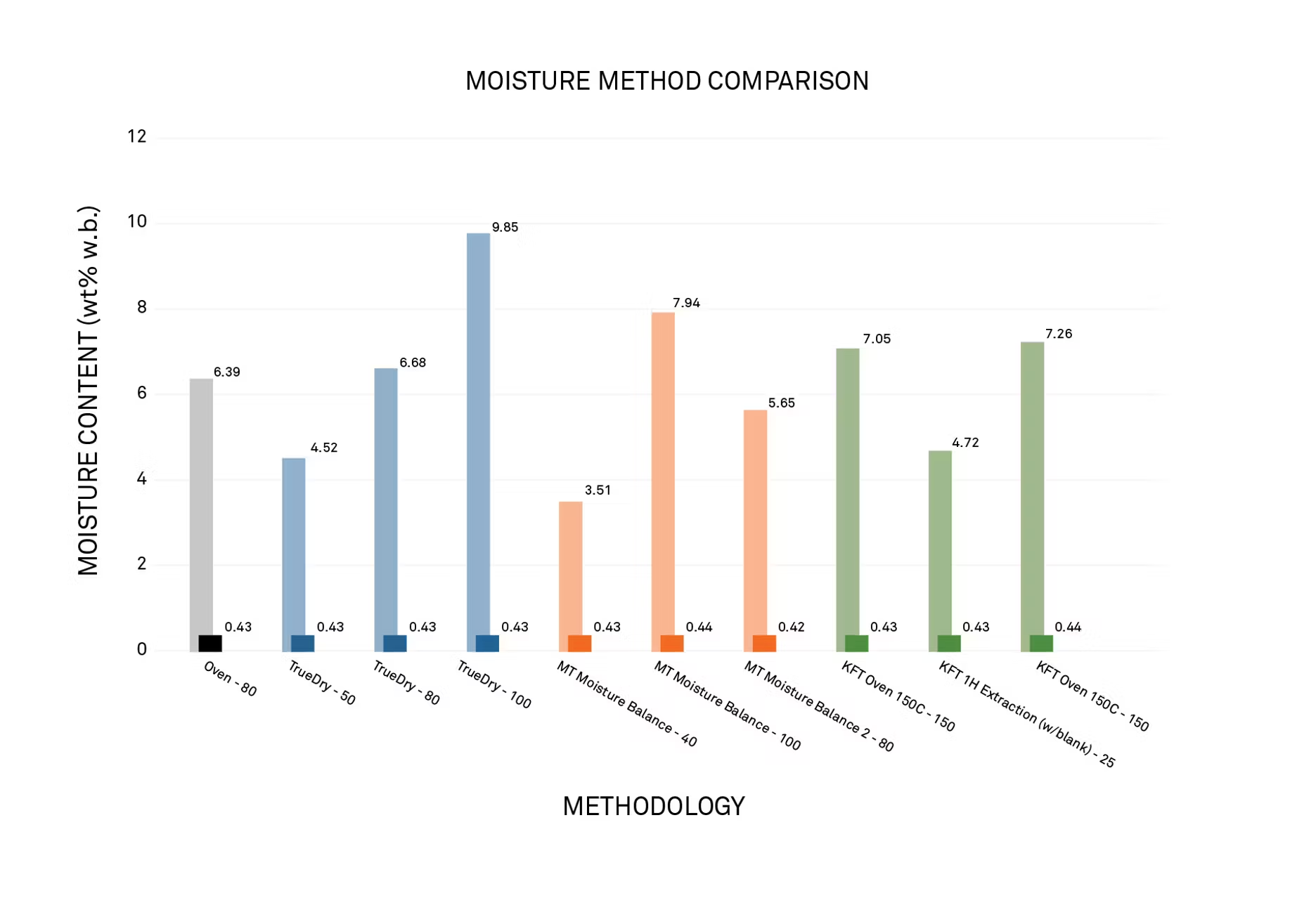
Tenemos aquí un gráfico que muestra los resultados de un producto, probado con diferentes metodologías, y los resultados de cada una de esas metodologías. En el eje X, tenemos diferentes metodologías. En el eje X, tenemos el contenido de humedad y la actividad del agua.
Lo primero que quiero que tengan en cuenta es que, aunque se trata exactamente del mismo producto, el contenido de humedad varía considerablemente. Sin embargo, si observamos la actividad del agua, vemos que es muy constante, casi sin cambios, a pesar de que la medición del contenido de humedad nos da un alto grado de variabilidad.
¿Por qué es importante esto, Susan?
Dra. Susan Newman:
Cuando realizamos este estudio, estaba muy emocionado. Tomamos un producto, lo llevamos a un punto en el que se aclimató y quedó perfectamente consistente, listo para salir al mercado, por lo que verás que la actividad del agua es muy consistente, de 0,42.
Lo enviamos y luego miramos diferentes lecturas del contenido de humedad. Me sorprendió mucho obtener estos resultados. El más bajo que obtuvimos fue 3,5 y el más alto es casi 10, del mismo producto.
Intenté ponerme en el lugar del equipo de control de calidad. ¿Cómo se sentirían si obtuvieran estos resultados? ¿Qué medidas podrían tomar a partir de ellos? Cuando veo resultados tan dispares, me siento derrotado por ellos.
Supongamos que solo envías esto a un laboratorio, por lo que solo obtienes un 3,5. ¿Qué haces? Crees que estás secando demasiado tu producto, por lo que añades más humedad, reduces la temperatura y quizá disminuyes los tiempos de cocción, lo que puede afectar a tus pasos de eliminación de CCP si no tienes cuidado.
En el otro extremo del espectro, si obtienes una lectura de 10 y tu producto puede alcanzar hasta un 12 % (y este producto lo hacía), lo ves y piensas: «Vaya, estoy haciendo un trabajo realmente bueno».
Pero al analizar todos estos datos, me sorprendió la variación que observamos y lo difícil que es realmente hacer un buen trabajo cada día para que tu producto sea consistente.
Dr. Zachary Cartwright:
Recientemente celebramos un seminario web sobre mediciones de humedad, y algo que destacó en ese seminario, una vez que recopilamos algunos datos, fue la gran variabilidad que existe, especialmente en lo que respecta a los balances de humedad.
Esto nos lleva de vuelta a lo que dijiste antes. Muchas de las instalaciones a las que prestamos servicio pueden tener 10 balanzas de humedad y un medidor de actividad del agua, pero esa balanza de humedad puede tener una variabilidad del 4 al 7 %. Eso es muy común y puede deberse a que la utiliza una persona diferente, a que se utiliza una metodología diferente, etc. Este gráfico muestra muy bien esa variabilidad.
¿Qué harías si fueras esa persona de control de calidad, Susan? ¿Qué harías después de ver estos datos? ¿Cómo te ayudaría esto a tomar una decisión sobre el método que deberías utilizar?
Dra. Susan Newman:
Ver estos datos individuales sería muy importante para mí. Siempre he sabido que la actividad del agua es fundamental para nosotros debido a su precisión. Veo que el contenido de humedad varía entre mis clientes, con una diferencia de más o menos un 2 % en general, pero incluso de hasta un 4-7 %, como usted ha dicho.
Si viera estos datos, me sorprendería y empezaría a cuestionar mis métodos. Pensaría: «¿Cómo puedo hacerlo mejor? ¿Cuál es la verdad? ¿Cómo puedo basarme en medidas más precisas, como la actividad del agua, pero seguir aplicándolas al contenido de humedad, que es un PCC, fundamental para mis rendimientos y beneficios?».
Me gustaría mucho dedicarme a esta actividad acuática, pero entiendo la diferencia y la relación entre ambas, y hay una relación. Ahí es donde dedicaría mi tiempo. Pero, tío, si solo tuviera uno de estos datos, pensaría que lo estoy haciendo genial, o pensaría que deberían despedirme.
Dr. Zachary Cartwright:
Es importante señalar que existe una relación entre la actividad del agua y el contenido de humedad, y esto es algo que abordaremos en el siguiente error.
Error n.º 3: Dejar que los operadores trabajen basándose en su intuición.
Dr. Zachary Cartwright:
Hablemos del tercer error: dejar que los operadores trabajen basándose en su intuición en lugar de proporcionarles datos precisos en tiempo real que les ayuden a tomar decisiones informadas.
Tienes algunas buenas historias sobre esto, Susan. Te cedo la palabra.
Dra. Susan Newman:
Dedico la mayor parte de mi tiempo al error número tres. Hay muchos operadores, especialmente los que llevan mucho tiempo trabajando, que guardan conocimientos tribales.
Uno de mis clientes favoritos —espero que esté viendo el programa hoy—, Harley, trabajaba en una línea donde se fabricaban galletas para perros. Primero preparaban la masa, y él estaba convencido de que podía meter la mano en la masa, palparla y saber si iba a salir bien o no. Le llevé la contraria, porque en realidad lo que estaba sintiendo era la temperatura. Al laminar, los productos más fríos salen un poco mejor, pero las manos no están calibradas para hacer ese tipo de trabajo. Si te basas en eso, llámame. No queremos hacer eso, pero es muy común.
Incluso el departamento de control de calidad estaba de acuerdo con esto, ya que no era un punto del proceso en el que se midiera nada. Realmente no importaba como CCP. Así que, para él, la intuición era lo importante. Pero, ¿cómo va a formar a la gente? ¿Cómo se forma a la gente para que tenga este sentido? Trabajar la intuición: no siempre es la mejor idea. Ese es mi primer ejemplo.
Otro ejemplo que veo a menudo es el del cannabis. Históricamente, no había mucha ciencia en el cannabis. Se realizaban muchas pruebas rápidas. Si un cliente realiza una prueba rápida, con una actividad del agua de aproximadamente 0,4 es cuando obtendrá esa sensación. He realizado muchas pruebas al respecto: esa sensación de rotura en la rama se produce a 0,4, y eso es un problema porque, en ese momento, ya se han degradado los terpenos del producto.
Sabemos que, con una actividad del agua de 0,5, los terpenos comienzan a degradarse en el cannabis. Si tu promedio sale con una actividad del agua de 0,4, ya has degradado los terpenos. Verás lo mismo en las patatas fritas y otros productos. Si se seca en exceso, se empieza a perder calidad.
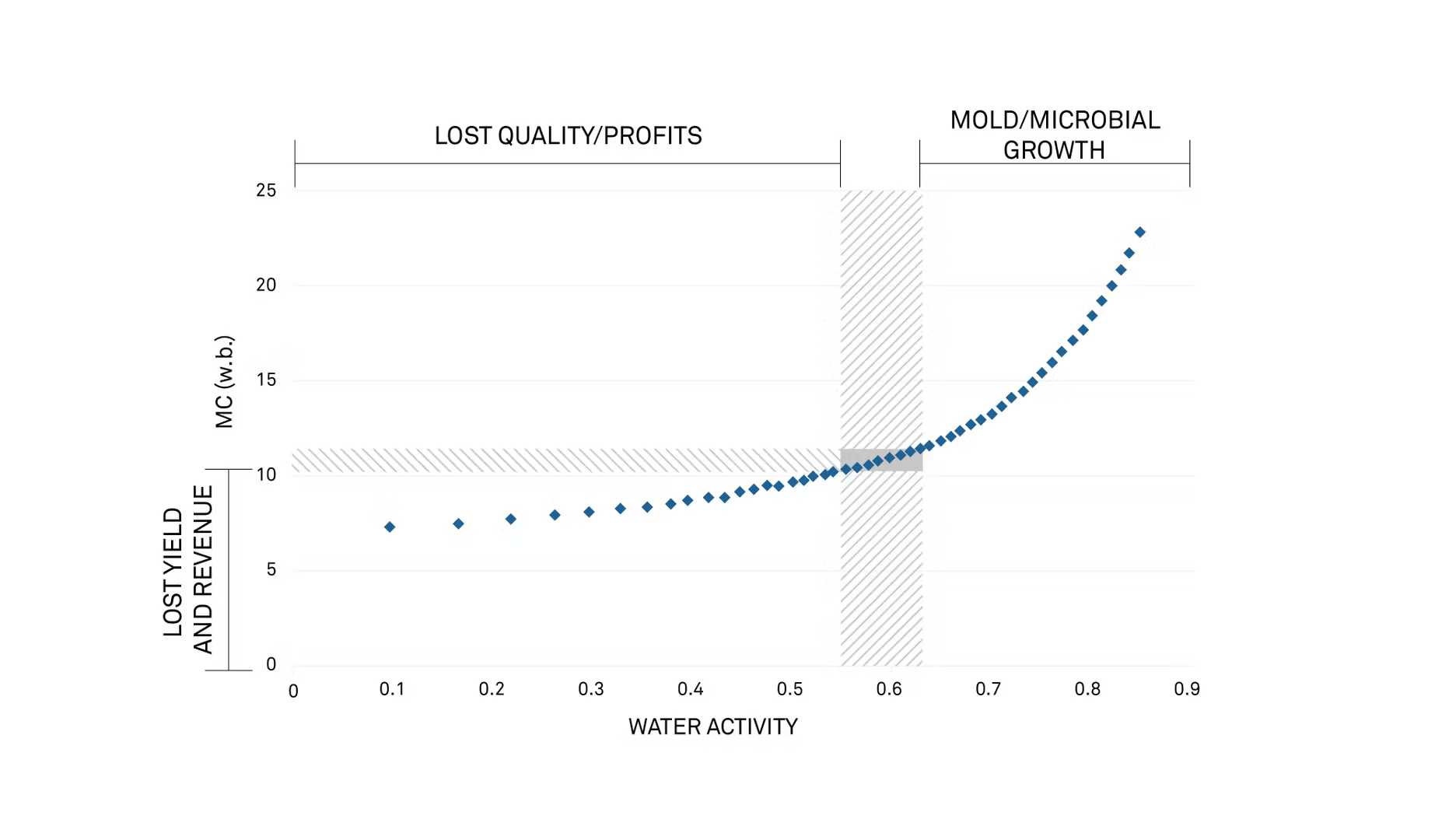
En este gráfico, la zona roja es la ideal. Este gráfico es específico para el cannabis, es una isoterma del cannabis que muestra la relación entre la humedad y la actividad del agua. Quiero que todos nuestros clientes alcancen ese punto óptimo. Ese es el punto en el que estamos a salvo del crecimiento de patógenos. No tenemos mucho crecimiento en el cannabis por debajo de 0,625. El que tenemos que vigilar es el Aspergillus enchiladas, que puede crecer hasta 0,625, pero aún así quiero que tengan este magnífico rendimiento.
Queremos mantenerlos entre 0,55, para terpenos agradables y hermosos, y un límite máximo de 0,625. Al alcanzar ese nivel, obtendrán un producto hermoso, pero también el producto más rentable para vender.
Basándonos en esta relación entre la humedad y la actividad del agua, una prueba rápida suele arrojar un resultado de alrededor del 8 % de humedad. Si se utiliza un método más preciso, como la actividad del agua, se puede obtener la precisión necesaria para ajustar el resultado hasta un 12 % de humedad. En el caso del cannabis, un aumento del 4 % en la humedad, incluso si se producen 50 000 libras al año a un precio de venta de 2000 dólares la libra, supone un problema de 4 millones de dólares al optimizar ese 4 %.
Es un caso extremo debido al valor del producto, pero vemos que esto ocurre incluso en nuestros productos de bajo valor. Otra cosa realmente interesante sobre la comprensión de la isoterma, la relación entre la humedad y la actividad del agua, es que permite ver la razón por la que Harley no fue muy eficaz. Se puede observar que este gran cambio en la actividad del agua es solo un pequeño cambio en la humedad, por lo que la humedad no cambia realmente tanto, pero la actividad del agua cambia en gran medida. Por eso las manos no funcionan. Por eso, lo mejor es basarse en la actividad del agua como medida de elección en este caso.
Dr. Zachary Cartwright:
Es importante comprender que esta isoterma de sorción de humedad que estamos analizando es algo en lo que METER Group se especializa. Contamos con una tecnología patentada que nos permite crear una curva de desorción y comprender cómo se elimina el agua de un producto, o una curva de adsorción para comprender cómo el agua se une a ese producto. Luego, utilizando esa curva y estableciendo un objetivo para su actividad hídrica, podemos encontrar un punto óptimo y satisfacer a todos. Podemos satisfacer al responsable de control de calidad que entiende la ciencia, para que conozca su objetivo y también comprenda cuál debe ser ese objetivo de contenido de humedad.
Este gráfico resume muy bien todo lo que necesitamos saber sobre el agua presente en ese producto, lo que satisface tanto a los científicos como a los responsables de la toma de decisiones, y permite comprender cuál debería ser el punto óptimo. Es algo que podemos hacer para cada tipo de producto. Incluso cada formulación puede tener una curva diferente que debemos tener en cuenta.
Error n.º 4: Tomar muestras en los lugares equivocados
Dr. Zachary Cartwright:
Pasemos al error número cuatro: tomar muestras en el lugar equivocado.
Susan, cuando entras en un establecimiento alimentario, ¿dónde ves a la gente probando los productos y dónde deberían hacerlo?
Dra. Susan Newman:
Excelente pregunta. Normalmente veo a la gente tomando muestras después del enfriador. Así que, en este ejemplo, antes de que entre en el envase, que es donde suelen estar los PCC, veremos muchas muestras en esa zona y luego algunas esporádicas dentro del proceso.
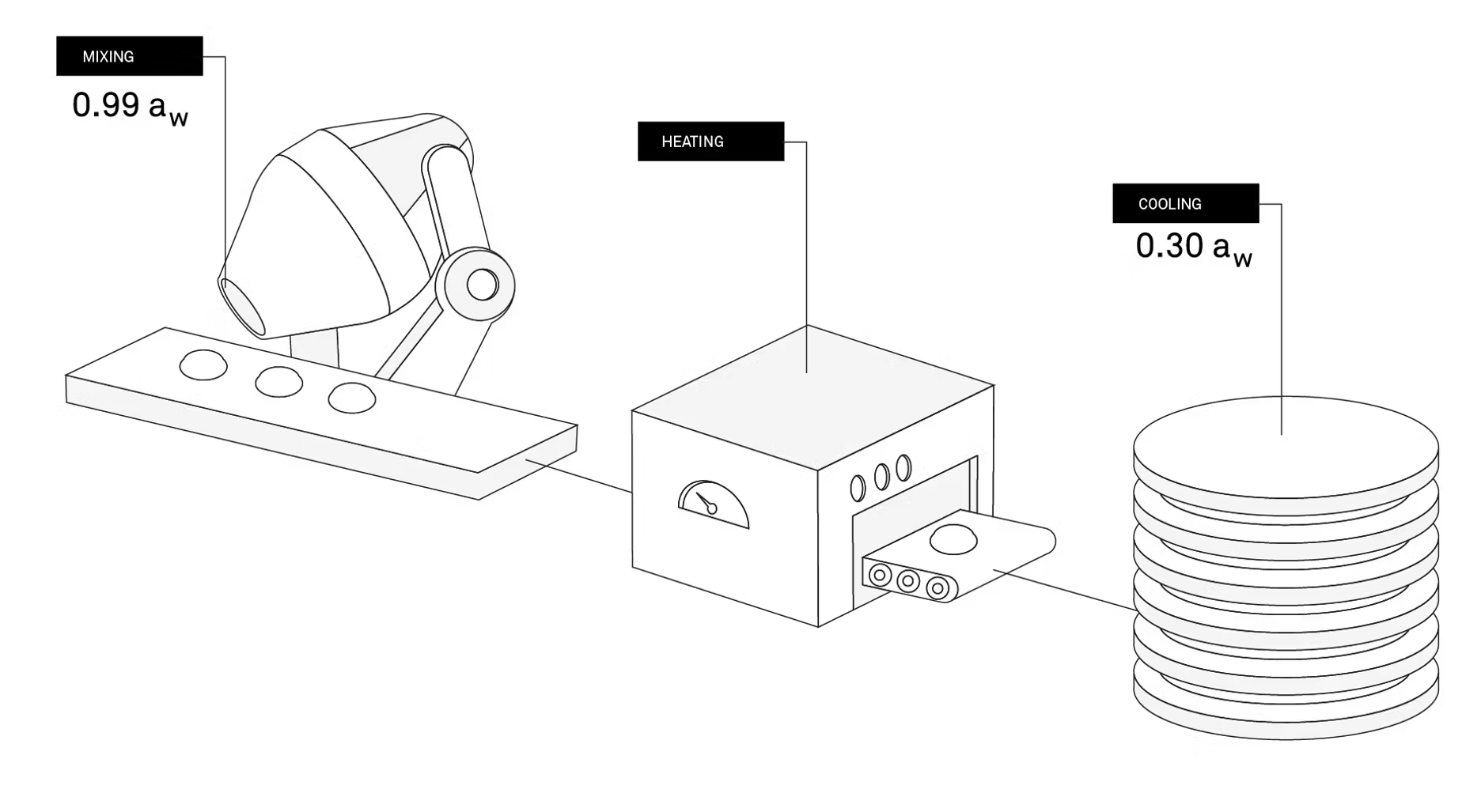
Tengo algunos clientes que están empezando a comprender la variación en los ingredientes y cómo eso afecta a la masa. En este ejemplo de galletas, tenemos una zona para la masa, mezclamos los ingredientes crudos, tenemos un horno y luego tenemos una nevera. En la batidora, la masa suele tener una actividad acuosa de 0,99.
Luego, en el enfriador, para que una galleta tenga ese agradable crujido que usted desea, se necesita una actividad del agua de aproximadamente 0,3. Al tomar muestras de esas dos áreas, se obtiene una perspectiva. Pero la parte que falta es la más importante, la que consume más energía: el horno.
Lo que me encanta ver es que los clientes amplían sus horizontes y comprenden realmente el objetivo de cada proceso. La masa es un proceso, el horno es otro proceso y luego está el enfriamiento. Podríamos incluso ampliar esto y ver cómo se almacena después de enfriarlo, pero antes de envasarlo. Así que, dependiendo de dónde te encuentres, con una actividad del agua de 0,3, si tienes un entorno muy seco, podrías perder humedad. En un entorno húmedo, podrías ganar humedad y elevar los niveles hasta el punto de obtener galletas grasientas que no son crujientes. Comprender cada uno de estos procesos es realmente importante.
Dr. Zachary Cartwright:
Algo que falta en este gráfico es que muchas más empresas están midiendo los ingredientes entrantes. Muchas empresas ahora establecen una especificación, tal vez más o menos un 10 % de actividad de agua de los ingredientes entrantes. La razón es que cualquier variación en los ingredientes entrantes puede trasladarse al producto final.
Eso es cada vez más habitual. ¿Lo ha observado en su experiencia con algunas empresas?
Dra. Susan Newman:
Sí, por eso estoy aquí sonriendo. Uno de mis clientes favoritos es Sunrise Fresh. Tienen una granja familiar. Es increíble, cultivan cerezas, nueces y cosas por el estilo.
Uno de sus productos más problemáticos es la cereza. De un año a otro, dependiendo de la cantidad de agua y sol, los niveles de brix de las cerezas pueden variar. Por eso, ahora analizan la isoterma de la cereza para comprender cómo afecta ese cambio en el grado Brix a la cereza. Si la secas y la guardas en una bolsa para comerla, es una cosa. Pero si la utilizas como ingrediente en otro producto, como por ejemplo una barrita energética, entonces tiene un impacto mayor, porque el azúcar es un humectante muy potente.
Es una forma divertida de ver los ingredientes. Un pequeño cambio en la variación anual de una cereza puede suponer un gran cambio en una barrita de cereales.
Dr. Zachary Cartwright:
Es importante señalar que podemos crear una isotermia, ya sea para cada temporada o cada fórmula, y que la isotermia nos ayuda realmente a determinar el punto óptimo. Podemos crear esa isotermia para cada producto o fórmula y luego utilizar esa información para establecer el objetivo correctamente.
Otra cosa que podríamos señalar sobre esta cifra es que he observado que algunas empresas utilizan medidores de actividad del agua de sobremesa para intentar obtener una medición durante el proceso. Esto puede ser algo eficaz, pero si se toma una muestra y hay que esperar a que la temperatura alcance el nivel adecuado para la lectura, o si hay que preparar muchas muestras, se pueden tardar más de 20 minutos en obtener una lectura. Para entonces, ya es demasiado tarde. Los cambios ya se han producido y no se pueden corregir de forma eficaz.
¿Por qué es tan importante poder realizar mediciones durante el proceso, Susan?
Dra. Susan Newman:
Sé exactamente a qué te refieres. Algunas personas piensan que si no lo sabemos, la ignorancia es felicidad, podemos seguir adelante. Pero están utilizando un producto que no cumple con las especificaciones. Quizás cumpla con las especificaciones para CCP, pero no tiene la calidad que deseas.
Al comprender exactamente dónde te encuentras, obtener rápidamente esa información y realizar estos pequeños ajustes, puedes lograr la perfección, y eso es lo que deseas. 20 minutos es demasiado tiempo de espera. Estamos funcionando a la máxima velocidad posible porque queremos ese rendimiento, por lo que 20 minutos pueden suponer una gran cantidad de desviaciones y reelaboraciones. Me gusta verlo momento a momento. Y si puedes cerrar el ciclo, mejor aún. Eso es algo de lo que también vamos a hablar a continuación.
Error n.º 5: Dejar abierto el bucle de control
Dr. Zachary Cartwright:
Muy bien, nuestro quinto y último error es dejar abierto el bucle de control.
¿Qué quieres decir con esto, Susan? Lo mencionaste antes en el error n.º 4, pero ¿qué quieres decir con tener un bucle abierto frente a un bucle cerrado?
Dra. Susan Newman:
Me refiero al caos. Al dejar abierto el bucle de control, lo que estás haciendo es simplemente ejecutar el producto. Probablemente conozcas la receta de tiempo y temperatura para hacer galletas o cualquier otro producto que fabriques. Dejar el bucle abierto significa que estás estableciendo esos parámetros y dejando que se ejecute hasta que surja un problema. En realidad, no estás optimizando.
Donde realmente quiero ver prosperar a los clientes es en ese punto de reducción de la variación. Quiero que generen un producto que se ajuste perfectamente a sus especificaciones.

En el gráfico que se muestra aquí, se puede ver un ejemplo de nuestro sistema SKALA Solo en funcionamiento, en el que podemos cerrar el ciclo de un proceso en lugar de dejarlo funcionar.
La variabilidad es el enemigo. Si tenemos mucha variabilidad, obtenemos un rendimiento menor y una producción menor. Además, el funcionamiento de esos hornos también resulta más costoso. A esto hay que añadir mucho trabajo de reelaboración, personal caro y, además, ¿dónde lo vas a guardar? Tendrás que almacenar este producto y, cuando lo almacenes y no cumpla con las especificaciones, puede dar lugar a problemas de moho. Entonces es algo que tienes que tirar, y a tus clientes tampoco les va a gustar. No quieren galletas mohosas.
Al cerrar el círculo y comprender estos datos, obtenemos un registro histórico. Un producto como SKALA (u otros disponibles en el mercado) puede proporcionarle esos datos históricos, pero comprender cómo deben ser y realizar cambios rápidamente es algo que un ser humano no puede hacer. Hay que hacerlo analizando los datos segundo a segundo y sabiendo exactamente cuándo realizar un ajuste, para no desequilibrar el sistema.
Dr. Zachary Cartwright:
Para aclarar, ese sistema de bucle abierto sigue dependiendo de un ser humano, por lo que, naturalmente, habrá errores asociados a ello. El sistema de bucle cerrado sigue siendo supervisado o vigilado por un operador, pero los ajustes rápidos los realiza el propio instrumento o la máquina.
Quizás puedas hablar un poco más sobre eso.
Dra. Susan Newman:
Por supuesto. SKALA Solo analiza las temperaturas dentro del sistema (es decir, la temperatura de entrada, salida y del producto) y, además, contamos con un algoritmo patentado. Entendemos la humedad y la actividad del agua durante el proceso, y recopilamos ambas, pero me gusta centrarme en la actividad del agua.
En este ejemplo de PLC, verás que hay un punto que indica el objetivo de actividad del agua. Lo que queremos es que se ejecute según ese objetivo y, a continuación, los operadores tomarán una muestra para verificar que el algoritmo funciona de manera eficiente. Se realizan ajustes constantemente, microajustes que no tienen un gran impacto en el proceso general que has validado con tu departamento de I+D.
Queremos analizar los datos segundo a segundo y tomar decisiones cada minuto para realizar microajustes. Y no solo eso, aquí también verás que hay varias zonas. Podrás ver qué zona tiene mayor impacto en el resultado que deseas alcanzar y realizar ajustes en esa zona.
Hemos hablado sobre la actividad del agua y el contenido de humedad, pero ahora vamos a reunir toda esta información, analizando los registros históricos y cómo podemos realmente aportar datos de la industria 4.0 para obtener resultados en tiempo real, rápidos y aplicables para los operadores.
Dr. Zachary Cartwright:
Una forma de entenderlo es que, si dejamos que se reproduzca esta animación PLC, verás que hay un objetivo determinado que es inferior al óptimo y presenta mucha variación. Pero solo 30 minutos después de implementar SKALA Solo, verás que la variación se reduce y entonces podrás aumentar el objetivo.
Esto nos lleva de vuelta a nuestro primer gráfico sobre lo que está en riesgo aquí, o cuánto les cuesta esto a las empresas que no pueden hacer el ajuste. Este gráfico muestra muy bien lo poderoso que es SKALA Solo para reducir rápidamente esa variación.
¿Para qué producto es esto, Susan?
Dra. Susan Newman:
Se trata de un pienso extruido para mascotas, comida para perros.
Dr. Zachary Cartwright:
A partir de aquí, quiero pasar a preguntar sobre los operadores. ¿Cómo se puede conseguir que un empleado recién contratado sea tan bueno como alguien que lleva 30 años en el sector? ¿Esta herramienta permite que eso suceda?
Dra. Susan Newman:
Sí, nada es mágico, pero esta herramienta definitivamente quita la toma de decisiones de las manos de los humanos y la hace por ellos. Va a hacer estos ajustes en un sistema de circuito cerrado, conectado directamente a un PLC.
Así que obtiene datos del PLC, que podrían incluso ser a nivel micro, esos datos del PLC llegan, los lee, entiende las temperaturas de entrada, salida y del producto, y luego se ajusta automáticamente.
Ahora bien, el arranque y el apagado siempre van a ser difíciles de un dispositivo a otro. También ayudamos a superar eso ayudando a los operadores a centrarse realmente en cómo realizan el arranque y el apagado, y luego podemos partir de ahí, es decir, básicamente poner el proceso en piloto automático.
Revisión y resumen
Dr. Zachary Cartwright:
Muy bien, para terminar, quiero repasar por última vez los cinco costosos errores.
El primero fue malinterpretar la medición correcta que se debe utilizar. El segundo fue utilizar una metodología incorrecta para la medición. El tercero fue dejar que los operadores trabajaran basándose en su intuición, y repasamos un par de historias que tenía Susan. El cuarto es tomar muestras en el lugar equivocado: cómo no solo debemos tomar muestras del producto final, sino también a lo largo de todo el proceso. Por último, el último fue dejar abierto el bucle de control.
Si tiene alguna pregunta sobre cualquiera de estos temas, o preguntas sobre la actividad del agua, el contenido de humedad, las isotermas o SKALA Solo, póngase en contacto con nosotros, visite nuestro sitio web o comuníquese directamente con Susan o conmigo. Estaremos encantados de responder a sus preguntas.
Tenemos un par de preguntas aquí ahora, y vamos a abrir el turno de preguntas y responderemos a tantas como podamos.
Pregunta y respuesta n.º 1: ¿Podría hablarnos un poco sobre las diferencias y similitudes que ha observado en la forma en que se secan los distintos productos? ¿Es siempre necesario un método de secado específico para cada producto?
Dra. Susan Newman:
Los patógenos son patógenos, y el lugar donde crecen es específico de cada patógeno, no del producto. Sabemos que las bacterias no crecen por debajo de 0,8, y las levaduras y mohos por debajo de 0,6, así que esa es la característica común.
La diferencia radica realmente en comprender el producto, y hablamos de observar la isoterma, ya que la diferencia entre la humedad y la actividad del agua es diferente para cada producto. La forma de llegar a un punto seguro será diferente para todos esos productos y específica para cada producto.
La diferencia realmente está en saber cuándo hay que ir rápido y cuándo hay que ir despacio. En el caso de una galleta, es un proceso rápido. No hay que preocuparse demasiado por el crecimiento microbiano. Cuando se trabaja con un producto como el salami, el proceso puede durar entre 30 y 90 días. Es deseable que crezcan algunas bacterias, pero hay que hacerlo de forma segura.
En general, estas diferencias existen. En el caso del cannabis, si vamos demasiado rápido, destruimos los terpenos del exterior del producto y dejamos el interior húmedo. Así que, en términos de velocidad, ahí es donde realmente radican las diferencias.
Dr. Zachary Cartwright:
Es cierto que, aunque los objetivos puedan ser los mismos para algunos de estos productos diferentes, la forma en que estos productos pierden agua o incluso ganan agua es realmente específica de cada producto o incluso de cada formulación. Pero utilizando una isoterma, esto es algo que podemos entender. Esto puede ayudarle a establecer sus objetivos. También puede depender de la metodología que utilice, ya sea un método de secado por pulverización, un horno por lotes o cualquier otro, podemos analizar cada uno de esos métodos y ayudarle a reducir la variación y alcanzar su objetivo.
Pregunta y respuesta n.º 2: ¿Qué consejo le daría a alguien que quiere secar productos con mucha humedad (60 % de humedad o más) lo más rápido posible?
Dr. Zachary Cartwright:
Bueno, por lo general, los productos con un contenido de humedad tan alto son cosas como aderezos o quizás mermeladas o algo que tenga un contenido de humedad mucho mayor. Si trabajas con masa o algo como comida para mascotas, debes tener cuidado de no secar demasiado rápido, ya que esto puede provocar el encapsulado. Esto ocurre cuando el interior del producto tiene un mayor contenido de humedad y una mayor actividad del agua que el exterior, y una vez que el producto alcanza el equilibrio, comienzan a surgir problemas microbianos.
No estoy muy seguro de cuál es el producto que nos interesa aquí, pero diré que, en el caso de ciertos productos, hay que tener cuidado de no calentarlos demasiado rápido.
¿Cuál es tu experiencia, Susan? ¿Hay algo que se me escape aquí?
Dra. Susan Newman:
Tenemos que analizar los pasos a seguir en este caso. Me interesa saber qué humectantes podría utilizar para ayudar a reducir la actividad del agua y conseguir un producto más estable y seguro, de modo que no se produzca el crecimiento de bacterias. Quizás el pH, por lo que también podría considerar el pH como parte de su tecnología de barrera, para que sea un poco más seguro frente al crecimiento de patógenos.
Pregunta y respuesta n.º 3: Trabajo con aperitivos. En términos de SPC, ¿qué atributo debo utilizar para medir y controlar con el fin de reducir la variación del proceso?
Dra. Susan Newman:
Hemos hablado bastante sobre esto. Al analizar la variación del proceso, es necesario contar con una buena forma de medir, un buen criterio de referencia, y eso se consigue mediante la precisión. Hay que fijarse en la actividad del agua, donde se puede obtener una precisión de 0,003, 0,005, que es la que tienen nuestros TE y nuestro AQUALAB 3. Las balanzas de humedad, que hemos mostrado hoy, mostraban lecturas muy dispares, desde 0,35 hasta casi 10.
Si está considerando el control estadístico de procesos en su proceso, debe buscar una forma realmente eficaz de medirlo, y esa forma es la actividad del agua. Ese será el atributo que querrá establecer para cada paso del proceso, desde la mezcla hasta la cocción y el enfriamiento, y antes del envasado.
Dr. Zachary Cartwright:
Esto nos lleva de nuevo a las isotermas: muchos productos de aperitivos se encuentran en ese punto óptimo del que hemos estado hablando. Un cambio del 1 % en el contenido de humedad puede suponer una diferencia del 30 o 40 % en la actividad del agua. Es lógico que se quiera utilizar la medición con el mayor grado de precisión y exactitud, y eso será la actividad en cada ocasión.
¿Qué partes del proceso de secado son más propicias para el crecimiento microbiano? ¿Qué se puede hacer al respecto?
Dra. Susan Newman:
Hemos visto el ejemplo de las galletas y he observado problemas en los que las personas que utilizan un proceso por lotes mezclan todos los ingredientes, añaden el agua, luego se prensa o se moldea, se hornea y, a continuación, añaden más ingredientes, pero no han lavado bien los utensilios.
La primera parte consiste realmente en asegurarse de que se cuenta con un buen programa de saneamiento, lavando con la frecuencia necesaria, tomando muestras para comprobar si hay crecimiento y registrando dónde se encuentran los lugares con mayor crecimiento. Normalmente, estos se encuentran en lugares de difícil acceso. El problema es que son difíciles de alcanzar, por lo que la gente no los limpia.
Lo veo bastante a menudo. ¿Qué se puede hacer al respecto? Al observar sus programas y sus cambios de turno, eso es realmente lo que me inclino a pensar, además de conseguir que su producto esté por debajo de las especificaciones para el crecimiento microbiano. A menos que utilice un paso de eliminación, no está eliminando nada, pero lo que quiere es reducirlo hasta un punto en el que no crezcan ni se multipliquen.
Una vez más, bacterias, actividad del agua 0,8, levadura y moho: se lo vamos a grabar en la cabeza: 0,6 para esos. Alcanzar esos límites lo más rápido posible y mantenerlos ahí.
Dr. Zachary Cartwright:
Lo único que añadiría a eso es que, incluso si se está por debajo de esos límites, hay que tener en cuenta que las condiciones de las instalaciones pueden favorecer el crecimiento microbiano si la humedad o la temperatura son elevadas. Aunque se esté por debajo de los límites que ha mencionado Susan, se puede estar en un entorno en el que los microorganismos ya están presentes y, una vez que el entorno permite su crecimiento, se producirá una proliferación y los microorganismos comenzarán a crecer.
Así que tenlo en cuenta: aunque controles todo el proceso de secado, ese producto, si está cerca del límite, debe seguir supervisándose muy de cerca.

Suscripción al boletín informativo
Casos prácticos, seminarios web y artículos que te encantarán.
¡Reciba el contenido más reciente de forma regular!