
登壇者について
スーザン・ニューマン博士は、AQUALAB by Addiumのプロフェッショナル・サービス部門のディレクターを務めています。デザイン思考、エンジニアリング、および湿度管理に関する彼女の卓越した知識と経験は、数多くの食品および大麻関連企業が乾燥プロセスを改善・最適化する上で大きな力となっています。
ザカリー・カートライト博士は、AQUALAB by Addiumの主任食品科学者です。ワシントン州立大学で食品科学の博士号を、ニューメキシコ州立大学で生化学の学士号を取得しています。

読み上げテキスト(読みやすさを考慮して編集済み)
ザカリー・カートライト博士:
みなさん、こんにちは。ザカリーと申します。今日はスーザンと一緒に、乾燥工程で起こりがちな5つの重大なミスと、それらを回避する方法についてお話しできることを楽しみにしています。
焼き上げであれ、脱水であれ、燻製であれ、乾燥であれ、熟成であれ――チーム内でどのような呼び方をしていようと、工程のどの段階であろうと――結局のところ、重要なのはただ一つです。それは水分を取り除くことです。多くの食品メーカーがこの工程を行っており、実際に取り組んでいる企業ならどこも、正確かつ一貫した品質を維持することがいかに難しいかを認めるでしょう。
乾燥工程の改善に関しては、取り上げられるトピックは数百にも及びますが、今日は、私たちがよく目にする主な5つの間違いに焦点を当てていきます。
これから取り上げる間違いは以下の通りです:
- 使用すべき正しい寸法を誤解して、
- その測定に不適切な方法を使用すると、
- オペレーターが直感に基づいて作業を行い、場合によっては手を使って判断を下すようにし、
- 間違った場所でサンプリングを行い、
- 制御ループを開いたままにする。
何が懸かっているのか?
5つの間違いについて見ていく前に、まず、どれほど重大な問題なのか、何もしないことによる代償、そして水分含有量のばらつきを低減することに注力しないことが企業にどのようなコストをもたらすのかについてお話ししたいと思います。

ここに、何もしなかった場合のコストを示すグラフがあります。X軸は週単位の時間、Y軸はコストを表しています。
この例は、さまざまなペットフード製品に関するものです。週が過ぎるごとに数万ドルのコストがかかっていることがお分かりいただけるでしょう。これはペットフードだけでなく、他の多くの製品でも見られる現象です。
多くの企業は、水分含有量の変動幅が大きいことが自社にどれほどのコスト負担をもたらしているのか、そもそも認識すらしていない。
スーザン、これまでクライアントと話をした経験から、どのようなことが見て取れますか?彼らはこうした数字や、それがどれほどのコストになっているかを認識しているのでしょうか?
スーザン・ニューマン博士:
素晴らしい質問ですね。彼らは認識はしていますが、その重要性を十分に理解していません。コストを過小評価しているのです。
このグラフは実際のクライアントのデータに基づいています。当社が関与する前は、彼らはコストを約80%も過小評価していました。その差は甚大でした。
彼らは収量を増やす余地があることは認識していたが、食品業界ではデータの収集や分析が困難なため、その効果はごくわずかだろうと考えていた。多くの場合、データは紙の記録として残されているだけだからだ。しかし、徹底的に調査し、労力を注いだ結果、彼らは当初想定していたよりも約8倍もの損失を出していたことに気づいた。
人々は、プロセスを管理することでどこまで成果を上げられるかを、往々にして過小評価しがちです。これはペットフードの例ですが、原材料費はかなり低コストです。しかし、例えば筋肉肉を丸ごと使用している顧客や、大麻などの分野でも、原材料費や製品コストがはるかに高いにもかかわらず、同様の状況が見られます。
ペットフードの原材料費は数セント程度です。しかし、大麻と比較すると、市場によっては1ポンドあたり2,000ドルにもなります。あるいは肉の場合、1ポンドあたり8ドルがそこでの平均的な価格です。つまり、これらの市場ではコストが飛躍的に高くなるのです。
間違いその1:測定すべき正しい数値を誤解している
ザカリー・カートライト博士:
ここで、乾燥に関する最初の失敗点についてお話ししましょう。多くの食品メーカーに見られる傾向として、適切な計量方法を誤解していることが挙げられます。
基本的に、水分測定は「含水率」と「水分活性」の2種類に大別されます。ここでは、これら2つの測定値の違いについて、少し詳しく説明したいと思います。
比較に入る前に、スーザン、あなたがクライアントと話をしたとき、どのような状況が見受けられますか?彼らはこれらの指標のうちどちらか一方、あるいは両方を使用していますか?また、それらはどのように導入されているのでしょうか?
スーザン・ニューマン博士:
私はあらゆるものを見てきました。私がこれまで見てきたものを、あなたには想像もつかないでしょう。近赤外分光法から水分バランス、カール・フィッシャー法に至るまで。水分活性の測定も多く行われていますが、業界によって求められる重要管理点(CCP)は異なります。例えばペットフード業界では、水分含有量が重要な管理点として重視されています。
私たちが提携している多くの企業は、安全性に関する指標において水分活性が重要であることを理解しており、その活用を少しずつ増やしています。こうした動きを見るのはとても嬉しいですね。とはいえ、まだまだ道半ばです。現場の製造ラインでは、水分計を使っている人をよく見かけます。水分活性の測定は、通常は実験室で行われることが多く、実際の生産現場ではそれほど行われていないのが現状です。
以前、あるクライアントとの話なのですが――この話は本当に面白いので、よく話すんです――あるCFOと面会した際、彼は水分含有量についてものすごく熱心でした。その会社の研究室には、水分含有量測定器が10台もあるのに、水分活性測定器はたった1台しかなかったんです。
QAチームのリーダー、テレサ(彼女、大好きなんです)に会ったとき、彼女はある水質測定器をとても気に入っていました。なぜなら、病原菌がどこで増殖するかを理解していたからです。彼女は、0.8未満では細菌が増殖せず、0.6未満ではカビや酵母も増殖せず、0.6未満では何も増殖しないということを理解していたのです。
彼女はまた、水分活性がサクサク感を生み出す原動力であることを理解していた。カリッとした食感の製品を作るなら、水分活性は欠かせない要素であり、彼女はそのことを理解していた。
CFOは、水分含有量に特に重点を置いていました。なぜなら、それが収量を決める重要な指標だからです――そして彼の言う通りです。事業を運営する上で、水分について理解することは不可欠ですが、同時に安全な製品を作らなければなりません。これら2つの指標を理解し、適切に活用することこそが、食品業界において私たちが真に取り組むべき課題なのです。
ザカリー・カートライト博士:
ここに、これら2つの測定値の違いを要約するのに非常に役立つ表があります。

水分活性はエネルギーの尺度であり、熱力学の原理に基づいています。このエネルギーは、特定の化学反応が起こり得るか、微生物が増殖するか、あるいは食感が変化するかを判断する上で重要な役割を果たします。一方、水分含有量は単に量を示すものです。つまり、食品サンプルや製品から水分子をすべて取り除くことができた場合、その値が水分含有量となります。しかし、水分をすべて取り除いて正確な数値を測定することは、極めて困難です。
水分活性は定性的な指標です。つまり、数値として得られるものの、それが製品の安全性や品質に直結するため、定性的な性質を持つということです。 多くの企業が水分含有量を測定し、それを関連付けようとしているのを目にします。しかし、水分含有量には固有のばらつきがあるため、それを実現するのは極めて困難です。ご指摘の通り、水分含有量はより定量的な指標です。CFOや意思決定者は、これが生産量や収益をどれだけ増加させるかを考えるため、水分含有量に関心を持つでしょう。
水分活度は化学反応の推進力となります。水分含有量は化学反応と関係がありますが、その関係を正確に把握するのは非常に困難です。一方、水分活度はその点においてはるかに高い精度と正確性を備えているため、安全や品質との関連性を特定し、評価することが可能になります。 水活性については、既知の標準液が存在します。これらは毎回同じ水活性を示す様々な塩溶液であり、水活性測定器の校正を容易に確認することができます。一方、水分含有量にはこのような標準液がありません。比較対象となる固有の水分含有量を持つ物質が存在しないため、得られた数値が正確かどうかを判断するのは非常に困難です。
最後に、水分活性には単位がありません。その値は、エネルギーを持たない「0」から、純水と同じエネルギーを持つ「1」までの範囲で表されます。一方、水分含有量については、一般的に「湿重量基準」または「乾燥重量基準」でパーセント単位で表されます。
この表が、これら2つの水量の測定方法の違いを理解する一助となれば幸いです。
間違いその2:不適切な測定手法を用いること
ザカリー・カートライト博士:
それでは、2つ目の間違いについて見ていきましょう。それは、誤った測定手法を用いることです。
水分活性を用いるにせよ、水分含有量を用いるにせよ、それぞれに異なる測定方法が存在します。そして、使用している測定方法に標準偏差が大きく、ばらつきが激しい場合、プロセスを制御することは非常に困難です。
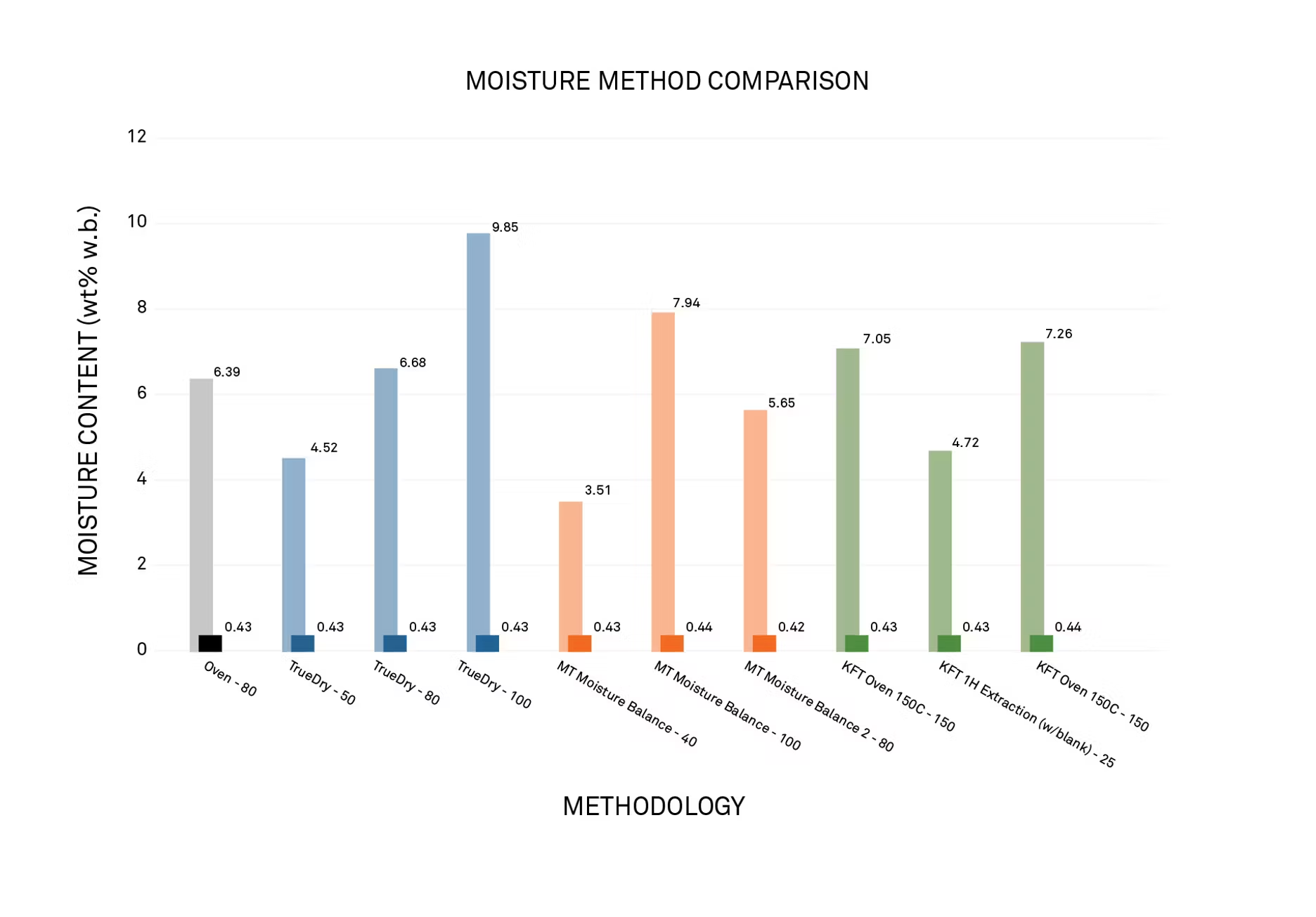
ここに、ある製品について、異なる手法で試験を行った結果と、各手法ごとの結果を示したグラフがあります。横軸には、さまざまな試験手法が示されています。縦軸には、水分含有量と水分活性が示されています。
まず注目していただきたいのは、これはまったく同じ製品であるにもかかわらず、水分含有量がばらつきを見せているという点です。しかし、水分活度を見ると、非常に一貫しています。水分含有量の測定値には大きなばらつきが見られるにもかかわらず、水分活度にはほとんど変化がありません。
スーザン、なぜこれが重要なんですか?
スーザン・ニューマン博士:
この研究を行った時、私はとてもワクワクしていました。ある製品を取り上げ、それが環境に順応し、完全に安定した状態、つまりすぐに使える状態になるまで調整しました。その結果、水分活性が0.42という非常に安定した数値になっているのがお分かりいただけるでしょう。
サンプルを送った後、さまざまな水分含有量の測定値を確認しました。その結果を見て、私は本当に驚きました。同じ製品から出た数値で、最低が3.5、最高は10近くにもなっていました。
私はQAチームの立場に立って考えてみました。もし彼らがこのような結果を受け取ったら、どう感じるでしょうか?この結果から、どのような対応ができるでしょうか?これほどばらつきのある結果を見ると、彼らのために心が痛む思いがします。
仮に、このサンプルを1つの検査機関にしか送らず、3.5という数値しか得られなかったとしたら、どうしますか?製品が過度に乾燥していると考え、水分を増やしたり、温度を下げたり、場合によっては加熱時間を短縮したりするでしょう。しかし、注意を怠ると、CCP(重要管理点)の殺菌工程に支障をきたす恐れがあります。
その反対の極端な例として、測定値が10と表示されたのに、製品の最大値が12%だった場合――この製品はまさにそうだった――その結果を見て、「うわっ、すごくうまくいってるな」と思うでしょう。
しかし、これらのデータをすべて見てみると、そのばらつきにただただ驚かされました。そして、製品の一貫性を保つために、毎日しっかりと仕事をこなすことがいかに難しいか痛感しました。
ザカリー・カートライト博士:
先日、水分測定に関するウェビナーを開催しましたが、データを収集した結果、特に水分天秤において、その変動幅がいかに大きいかが浮き彫りになりました。
これは先ほどおっしゃっていたことに関連します。当社がサービスを提供している施設の多くは、水分計を10台と水分活度計を1台保有している場合がありますが、その水分計の測定値には4~7%のばらつきが生じることがあります。これは非常に一般的な現象で、操作する人による違いや測定方法の違いなどが原因となり得ます。このグラフは、そのばらつきをうまく示しています。
もしあなたがそのQA担当者のスーザンだったら、どうしますか?このデータを見て、どうしますか?このデータは、どの手法を採用すべきかという判断を下す上で、どのようなヒントになりますか?
スーザン・ニューマン博士:
こうした個々のデータポイントを確認できることは、私にとって非常に大きな意味があります。水分活性は精度が高いため、理解しておくことが極めて重要であることは以前から認識していました。実際、クライアントによって水分含有量はばらつきがあり、概ね±2%の範囲内ですが、あなたが仰ったように4~7%に達することもあります。
もしこのデータを見たら、私は衝撃を受け、自分の手法を真剣に見直さざるを得なくなるでしょう。「どうすればもっと良い方法が見つかるだろうか?真実は何だろうか?水分活性のようなより正確な指標を活用しつつ、収量や利益に決定的な影響を与える重要管理点(CCP)である水分含有量にも、それらをどのように適用すればよいのだろうか?」と考えるはずです。
この水に関する取り組みにはぜひ力を入れたいのですが、その2つの違いと関係性を理解したいですね。確かに両者には関係があるのですから。そこに時間を費やしたいところです。でも、もしこのデータポイントのうちたった1つでも手に入れば、自分はすごくうまくいっていると思うか、あるいはクビにされるべきだと思ってしまうでしょう。
ザカリー・カートライト博士:
水分活性と水分含有量には相関関係があるという点に留意することが重要です。この点については、次の間違いで触れていきます。
間違いその3:オペレーターに直感だけで作業させること
ザカリー・カートライト博士:
3つ目の過ちについて話しましょう。それは、オペレーターが情報に基づいた判断を下せるよう、リアルタイムで正確なデータを提供する代わりに、直感に頼って作業させてしまうことです。
スーザン、これについて面白い話があるでしょう。では、あなたにお任せします。
スーザン・ニューマン博士:
私は時間のほとんどを、3番目のミスに費やしています。多くのオペレーター、特に長年勤務している人の中には、暗黙の知識を自分だけのものにしている人が大勢います。
私のお気に入りの顧客の一人――今日、彼がこれを見てくれているといいな。やあ、ハーレー!――が、ドッグビスケットを製造するラインで働いていました。まず生地を作るところから始めるのですが、彼はその生地に手を突っ込んで触れば、うまく焼けるかどうかが分かるのだと確信していました。 私は彼に異議を唱えました。なぜなら、彼が感じていたのは実際には温度だったからです。ダイロール(型抜き)を行う際、生地が冷えていると少しきれいに仕上がります。しかし、手にはその種の作業を行うための精度がありません。もしそれに頼っているなら、私に連絡してください。そうすべきではありませんが、実はよくあることなんです。
QAチームもこれに賛同していました。というのも、その工程の段階では彼らが何かを測定する段階ではなかったからです。CCPとしては、それほど重要なことではなかったのです。ですから彼にとっては、直感がすべてでした。しかし、どうやって人を育成すればよいのでしょうか?どうすれば、この感覚を身につけさせることができるのでしょうか?直感に頼るというのは、必ずしも最善の策とは言えません。これが私の最初の例です。
私がよく目にするもう一つの例は、大麻に関するものです。かつて、大麻に関する科学的な知見はあまりありませんでした。その代わり、スナップテストが頻繁に行われていました。顧客がスナップテストを行う場合、水分活性が約0.4の時点で、その感覚が得られるのです。 私はこの点について多くの試験を行ってきました。枝をパキッと折るような感覚が得られるのは0.4の水活性値の時ですが、これは問題です。なぜなら、その時点で製品中のテルペンはすでに劣化しているからです。
水活度が0.5になると、大麻に含まれるテルペンが分解し始めることは周知の事実です。出荷時の平均水活度が0.4であれば、すでにテルペンは分解しています。これはポテトチップスなどの食品でも同様の現象が見られます。乾燥させすぎると、品質が低下し始めるのです。
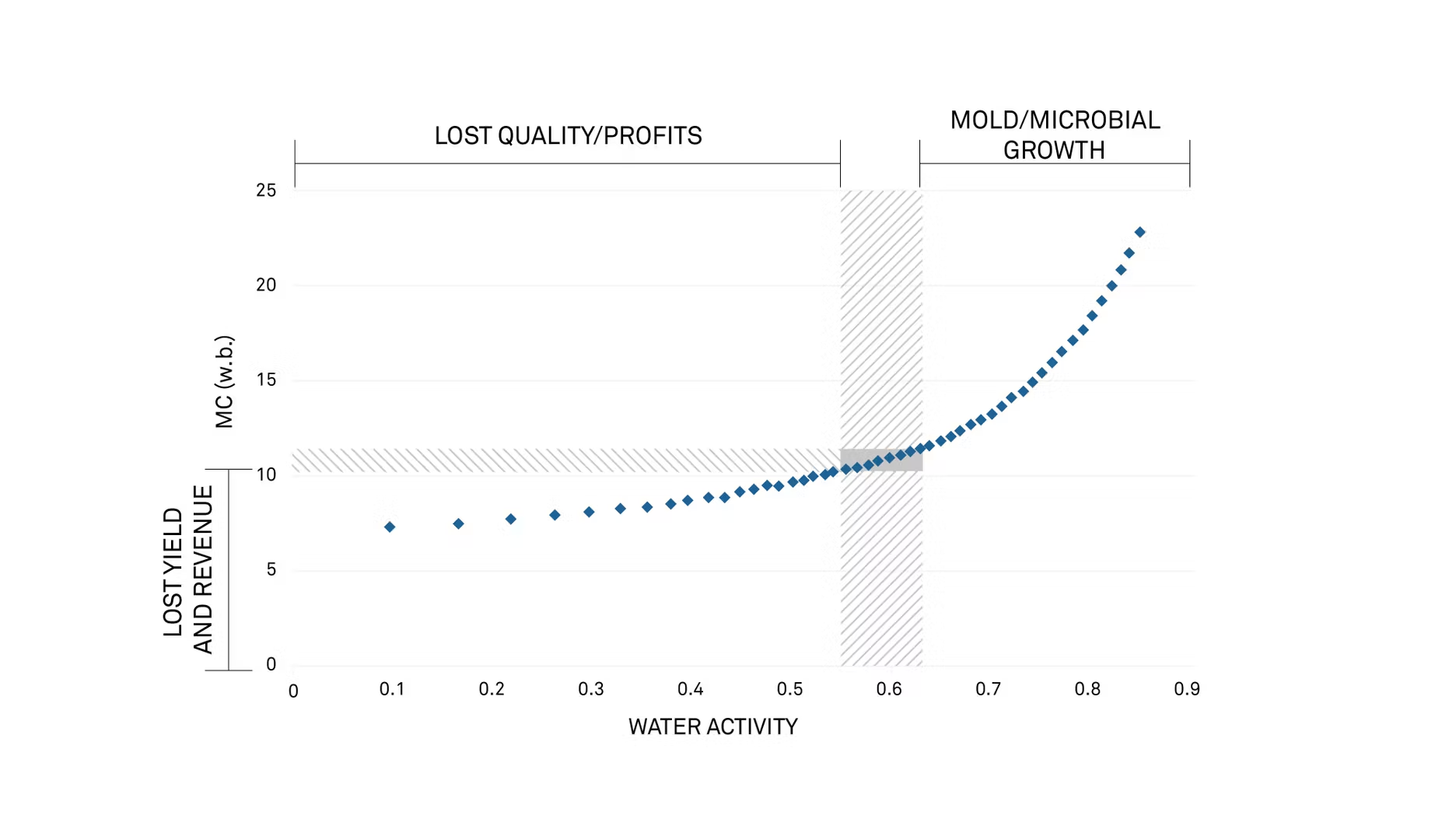
このグラフでは、赤い領域が理想的な範囲です。このグラフは特に大麻を対象としたもので、水分と水分活性の関係を示す大麻の等温線です。 私は、すべてのお客様にこの理想的な「スイートスポット」に到達していただきたいと考えています。そこが、病原菌の増殖から安全であるポイントです。0.625未満では、大麻に病原菌はほとんど増殖しません。注意が必要なのはアスペルギルス・エンチラーダスで、これは0.625まで増殖する可能性がありますが、それでもお客様にこの素晴らしい収量を得ていただきたいのです。
理想的なテルペン含有量である0.55%から、上限の0.625%の範囲内に収めたいと考えています。この範囲に収めることで、品質の優れた製品が得られるだけでなく、販売面でも最も収益性の高い製品となるでしょう。
水分と水分活性のこの関係に基づくと、スナップテストでは通常、水分含有量が約8%の状態で測定されます。水分活性のようなより正確な測定法を用いれば、ここでの調整に必要な精度を確保でき、最大12%の水分含有量まで対応可能になります。 大麻の場合、水分含有量が4%増加すると、たとえ年間5万ポンドを1ポンドあたり2,000ドルで販売していたとしても、その4%を最適化することで400万ドルの損失を回避できることになります。
これは製品の価格が高いため極端な例ですが、同様の現象は低価格の製品に至るまで広く見られます。 等温線(水分と水分活度の関係)を理解することのもう一つの大きな利点は、ハーレー法があまり効果的ではなかった理由がわかることです。水分活度のこの大きな変化は、水分量のわずかな変化に過ぎないことがわかります。つまり、水分量はそれほど変化しないのに、水分活度は大きく変化するのです。だからこそ、手作業ではうまくいかないのです。だからこそ、ここでは水分活度を主要な測定指標として用いるのが最善なのです。
ザカリー・カートライト博士:
ここで注目しているこの吸湿等温線は、METER Groupが専門とする分野であることをご理解いただくことが重要です。当社には特許取得済みの技術があり、脱着曲線を作成して製品から水分がどのように除去されるかを把握したり、吸着曲線を作成して水分が製品にどのように結合するかを把握したりすることができます。そして、その曲線を用いて水分活性の目標値を設定することで、最適なバランスを見つけ出し、すべての関係者を満足させることができます。 科学的な知見を持つ品質管理担当者も満足させることができます。そうすることで、担当者は目標値を把握し、その水分含有量の目標値がどのようなものであるべきかを理解できるようになります。
この図は、その製品に含まれる水分について知っておくべきことをすべてうまく要約しており、科学者や意思決定者を納得させ、最適なバランスがどこにあるかを理解するのに役立ちます。これは、あらゆる種類の製品について作成できるものです。配合ごとに異なる曲線が生じる可能性もあり、それらも考慮に入れる必要があります。
間違いその4:不適切な場所でのサンプリング
ザカリー・カートライト博士:
それでは、4つ目の間違い、「間違った場所でサンプリングを行う」について見ていきましょう。
スーザン、飲食施設に入ったとき、どこで試食が行われているのを見かけますか?また、試食はどこで行われるべきだと思いますか?
スーザン・ニューマン博士:
素晴らしい質問ですね。通常、冷却後の段階でサンプリングが行われるのをよく目にします。この例の場合、製品がパッケージに詰められる前の段階が、通常はCCP(重要管理点)に相当するため、そのエリアでは頻繁にサンプリングが行われ、プロセス内でも散発的にサンプリングが行われることになります。

一部のクライアントは、原材料のばらつきや、それが生地に与える影響について理解し始めています。このクッキーの例では、生地製造エリアがあり、そこで原材料を混ぜ合わせ、オーブンがあり、さらに冷却室があります。ミキサー内では、生地の水分活性は通常0.99です。
次に、冷却機についてですが、クッキーに理想的なサクサク感を出すには、水分活性が約0.3程度が目安となります。これら2つの工程をサンプルとして調べることで、ある程度の全体像は把握できます。しかし、そこで欠けているのが最も重要な部分、つまり稼働に最も多くのエネルギーを要する部分、すなわちオーブンなのです。
私が特に喜ばしいのは、クライアントが視野を広げ、各工程ごとの目標をしっかりと理解している姿です。生地作りは一つの工程、オーブンでの焼き上げは一つの工程、そして冷却もまた一つの工程です。 さらにこれを広げて、冷却後、パッケージング前の保管方法についても検討することができます。例えば、水分活性が0.3の状態で、非常に乾燥した環境にあると、水分が失われる可能性があります。逆に湿度の高い環境では、水分を吸収してしまい、クッキーがベタベタしてサクサク感が失われるレベルまで水分量が増加してしまうかもしれません。これらの各工程を理解することは、非常に重要です。
ザカリー・カートライト博士:
この図には、原料の入荷時に測定を行っている企業がさらに増えているという点が欠けています。現在では多くの企業が、入荷原料の水活性について、例えば±10%といった許容範囲を設定しています。その理由は、入荷原料にばらつきがあると、それが最終製品にまで影響を及ぼしてしまうからです。
そういうケースはますます増えてきていますね。これまでの企業との取引経験の中で、そのような事例を目にしたことはありますか?
スーザン・ニューマン博士:
そう、だから今こうして笑顔でいるんだ。僕のお気に入りのクライアントの一つが「サンライズ・フレッシュ」なんだ。彼らは家族経営の農場を営んでいる。本当に素晴らしいところで、サクランボやクルミなどを栽培しているんだ。
彼らにとって最も扱いにくい製品の一つがサクランボです。年によって、水や日照量の違いにより、サクランボの糖度(ブリックス値)は変動します。 そこで現在、彼らはサクランボの等温線を参照し、糖度の変化がサクランボにどのような影響を与えるかを把握しています。乾燥させて袋詰めし、そのまま食べるだけならまだしも、例えばエナジーバーのような他の製品の原料として使用する場合、糖分は強力な保湿剤であるため、その影響はより大きくなります。
食材をそんな風に考えるのも面白いですね。サクランボの年ごとのわずかな違いが、グラノーラバーの味には大きな変化をもたらすことがあります。
ザカリー・カートライト博士:
重要なのは、季節ごとに、あるいは配合ごとに等温線を作成することができ、その等温線が最適な条件を特定するのに非常に役立つという点です。あらゆる製品や配合について等温線を作成し、その情報を活用して目標値を適切に設定することができます。
この図に関してもう一つ指摘できるのは、工程中の測定を行うために卓上型の水分活性計を使用している企業があるという点です。これはある程度有効ですが、サンプルを採取した後、測定に適した温度になるまで待たなければならなかったり、サンプル前処理に手間がかかったりすると、測定結果が出るまでに20分以上かかることもあります。その時点で、すでに手遅れになっているのです。 変化はすでに起きており、効果的な是正措置を講じることはできません。
スーザン、工程中の測定ができることが、なぜそれほど重要なのでしょうか?
スーザン・ニューマン博士:
その気持ち、よくわかります。知らない方が幸せだ、そのまま続けていけばいいと考える人もいます。しかし、彼らは仕様外の製品を扱っているのです。CCPの仕様には合致しているかもしれませんが、あなたが求める品質は備わっていないのです。
現在の状況を正確に把握し、素早くフィードバックを得て、微調整を重ねることで完璧な状態に仕上げることができます。それが目指すべき姿です。20分も待つのは長すぎます。 処理能力を高めるためにベルトの速度を可能な限り高く設定しているため、20分という時間は、生産の遅れや手戻りとして大きな損失になり得ます。私はこれを瞬間ごとに把握したいと考えています。そして、もしフィードバックループを閉じることができれば、さらに良いでしょう。これについては、次にも詳しくお話しする予定です。
間違いその5:制御ループを閉じない
ザカリー・カートライト博士:
さて、5つ目にして最後のミスは、制御ループを閉じないことです。
スーザン、これはどういう意味ですか?先ほど「間違いその4」で少し触れていましたが、「オープンループ」と「クローズドループ」の違いについて、具体的にどうお考えですか?
スーザン・ニューマン博士:
つまり、大混乱を招くということです。制御ループを開放したままにしておくということは、単に製品を製造し続けているだけだということです。クッキーやその他の製品を作る際の時間や温度のレシピは、おそらくご存知でしょう。ループを開放したままにするということは、それらのパラメータを設定し、問題が発生するまでそのまま稼働させ続けるということです。実際には最適化が行われていないのです。
私がクライアントにぜひ成功してほしいと願っているのは、ばらつきの低減という段階です。仕様通りに完璧な製品を作り上げてほしいのです。

こちらの図をご覧いただければわかりますが、これは当社のSKALA Soloシステムが稼働している様子の例です。このシステムでは、プロセスをそのまま実行し続けるのではなく、ループを閉じて制御することができます。
ばらつきは敵です。ばらつきが大きければ、歩留まりもスループットも低下します。さらに、オーブンの稼働コストも高くなります。それに加え、多くの手直し作業や人件費がかさみ、保管場所も必要になります。 この製品を保管しなければなりませんが、保管中に規格外品となれば、カビの問題を引き起こす可能性があります。そうなれば廃棄せざるを得ず、顧客も決して喜ばないでしょう。顧客はカビの生えたクッキーなど欲しがりません。
このデータを分析してループを閉じることで、過去の記録が得られます。SKALAのような製品(あるいは市場にある他の製品)を使えば、そうした過去のデータを入手することはできますが、そのデータがどうあるべきかを理解し、迅速に調整を行うことは、人間だけでは不可能です。 システム全体のバランスを崩さないよう、1秒単位でデータを監視し、調整すべきタイミングを正確に把握して対応する必要があります。
ザカリー・カートライト博士:
明確にしておくと、その開ループシステムは依然として人間に依存しており、当然ながらそこには誤差が生じます。閉ループシステムも、オペレーターによる監視や確認は行われますが、迅速な調整は計器自体や機械によって行われます。
その件について、もう少し詳しく話していただけませんか。
スーザン・ニューマン博士:
もちろんです。SKALA Soloはシステム内の温度(つまり、入口、出口、および製品の温度)を監視し、さらに特許取得済みのアルゴリズムを採用しています。製造工程中の水分と水分活度を把握し、両方を計測しますが、私は水分活度を中心にトレーニングを行うことを推奨しています。
このPLCの例をご覧いただくと、ここに「水分活性の目標値」と書かれた箇所があります。ここで重要なのは、この目標値に合わせて運転を行うこと、そしてオペレーターがサンプルを採取して、アルゴリズムが効率的に動作しているかを確認することです。システムは常に微調整を行っており、その調整は、研究開発部門で検証済みのプロセス全体に大きな影響を与えるものではありません。
私たちは1秒ごとのデータを分析し、1分ごとに微調整を行う判断を下したいと考えています。それだけでなく、ここには複数のゾーンがあることがお分かりいただけるでしょう。どのゾーンが目標とする成果に最も大きな影響を与えているかを確認し、そのゾーンに合わせて調整を行うことが可能になります。
これまでに水分活性や水分含有量についてお話ししてきましたが、今回はこれらを総合的に検討し、過去の記録を分析するとともに、インダストリー4.0のデータをどのように活用すれば、オペレーターにとってリアルタイムで迅速かつ実用的な成果を生み出せるかについて見ていきます。
ザカリー・カートライト博士:
これを理解する一つの方法は、このPLCアニメーションを再生してみると、ある目標値が設定されているものの、それが最適値を下回っており、変動も大きいことに気づくでしょう。しかし、SKALA Soloを導入してわずか30分後には、その変動が減少していることが確認でき、その後、目標値をさらに引き上げることができるようになります。
これは、最初に示した「何がリスクにさらされているのか」、あるいは「適応できない企業にとってどれほどのコストがかかるのか」という図に戻ります。この図は、SKALA Soloがいかに強力に、そのばらつきを瞬時に低減できるかを非常に分かりやすく示しています。
スーザン、これはどの製品用ですか?
スーザン・ニューマン博士:
これは、押出成形されたペット用ドライフードです。
ザカリー・カートライト博士:
では、ここからオペレーターについてお聞きしたいと思います。なぜ、入社したばかりの新人が、この業界で30年のキャリアを持つベテランと同等の能力を発揮できるのでしょうか?このツールを使えば、それが可能になるのでしょうか?
スーザン・ニューマン博士:
そうですね、魔法のようなものはありませんが、このツールは間違いなく人間の判断を必要とせず、代わりに処理を行ってくれます。PLCに直接接続された閉ループシステムの中で、これらの調整を行うことになります。
つまり、PLCデータ(場合によっては微細なレベルのものも含む)を受け取り、そのデータを解析して、入口・出口の温度や製品の温度を把握し、自動的に調整を行うのです。
さて、どの装置においても、起動と停止は常に難しい作業です。当社では、オペレーターが起動と停止の手順にしっかりと集中できるよう支援することで、そのプロセスを円滑に進めるお手伝いをしています。そうすることで、実質的にプロセスを自動運転状態にすることができるのです。
振り返りとまとめ
ザカリー・カートライト博士:
さて、まとめとして、5つの重大なミスをもう一度確認していきましょう。
1つ目は、本来使用すべき正しい測定方法を誤解していたことです。2つ目は、測定に誤った手法を用いていたことです。3つ目は、作業員に直感に頼って作業させていたことで、スーザンが経験したいくつかの事例について話し合いました。4つ目は、サンプリングの場所が間違っていたことです。つまり、最終製品だけでなく、プロセス全体を通じてサンプリングを行う必要があるということです。そして最後に、制御ループを閉じていなかったことです。
これらのトピックについてご不明な点がございましたら、あるいは水分活性、水分含有量、等温線、SKALA Soloに関するご質問がございましたら、弊社までお問い合わせいただくか、ウェブサイトをご覧いただくか、あるいはスーザンまたは私まで直接ご連絡ください。皆様からのご質問を心よりお待ちしております。
さて、いくつかご質問をいただいておりますので、これから質疑応答の時間を設け、できる限り多くのご質問にお答えしたいと思います。
Q&A #1:製品ごとに乾燥方法にどのような違いや共通点があるか、少しお話しいただけますか?製品ごとに異なる乾燥アプローチを常に取る必要があるのでしょうか?
スーザン・ニューマン博士:
病原体は病原体であり、それらが繁殖する環境は、その病原体ごとに決まっており、製品そのものによるものではありません。細菌は0.8℃以下では繁殖せず、酵母やカビは0.6℃以下では繁殖しないことがわかっています。これが共通点です。
その違いは、製品を深く理解することにあるのです。先ほど等温線についてお話ししましたが、水分と水分活性の差は製品ごとに異なります。安全な状態に至るまでのプロセスは、製品ごとに異なり、その製品特有のものとなります。
重要なのは、どこを急いで進め、どこをゆっくり進めるべきかを理解することです。クッキーの場合、製造工程は短期間で済みます。微生物の増殖についてそれほど心配する必要はありません。一方、サラミのような製品を扱う場合、製造期間は30日から90日にも及ぶことがあります。そこにある程度の細菌を繁殖させる必要がありますが、同時に安全性を確保しながら行わなければなりません。
つまり、全体的に見て、こうした違いが存在するのです。大麻の場合、加熱が速すぎると、製品の表面にあるテルペンが破壊され、内部は湿ったままになってしまいます。ですから、加熱速度という点において、まさにそこに違いがあるのです。
ザカリー・カートライト博士:
これらの異なる製品の中には、目標値が同じであっても、水分が失われる(あるいは増加する)仕組みは、実際には製品ごとに、あるいは配合ごとに異なるという点で、ご指摘の通りです。 しかし、等温線を用いれば、こうした現象を理解することができます。これにより、目標値の設定に役立てることができます。また、使用している手法(噴霧乾燥法、バッチオーブン、その他)によっても結果は異なりますが、当社はそれぞれの手法を分析し、ばらつきを低減して目標を達成できるよう支援いたします。
Q&A #2:含水率60%以上の高含水製品をできるだけ早く乾燥させたい場合、どのようなアドバイスがありますか?
ザカリー・カートライト博士:
一般的に、それほど水分含有量が高い製品といえば、ドレッシングやジャムなど、水分を多く含むものが挙げられます。生地やペットフードなどを扱う場合は、乾燥が早すぎて「エンケーシング」現象が起こらないよう注意が必要です。これは、製品内部の水分含有量や水分活性が外部よりも高くなり、製品が平衡状態に達すると、微生物による問題が生じ始める現象です。
ここで話題になっている製品が具体的に何なのかは定かではありませんが、特定の製品については、急激に加熱しないよう注意が必要だと言えます。
スーザン、あなたはどう思いますか? 何か見落としている点があるのでしょうか?
スーザン・ニューマン博士:
ここでは、各工程の安全基準について検討する必要があります。私は、製品の安定性と安全性を高め、細菌の増殖を防ぐために、水分活度を下げる目的でどのような保湿剤を使用されているのかに関心があります。また、pH値も、病原菌の増殖を防ぐための安全対策の一環として検討すべきかもしれません。
Q&A #3:私はスナック菓子を扱っています。SPCの観点から、工程のばらつきを減らすために、どの属性を測定・管理すべきでしょうか?
スーザン・ニューマン博士:
この件についてはすでにかなり話し合いました。工程のばらつきを分析するには、優れた測定方法、つまり確かな基準が必要であり、それは測定精度によって実現されます。 水分活度については、当社のTEシリーズやAQUALAB 3を使用すれば、0.003や0.005という精度が得られます。一方、水分計については、本日お見せした通り、0.35から10近くまで、測定値がバラバラでした。
製造工程で統計的工程管理を検討されているなら、最適な測定方法として「水分活性」に注目すべきです。これは、混合から加熱、冷却、そして包装に至るまでの各工程において、確立すべき重要な指標となります。
ザカリー・カートライト博士:
ここでもまた等温線の話になりますが、多くのスナック菓子は、これまでお話ししてきた「最適な範囲」に位置しています。水分含有量が1%変化するだけで、水分活性は30%から40%も異なることがあります。したがって、可能な限り高精度かつ正確な測定値を用いたいと考えるのは当然であり、その点において、水分活性こそが常に最適な指標となるのです。
乾燥工程のどの段階で微生物の増殖が最も起こりやすいでしょうか?それに対してどのような対策が考えられますか?
スーザン・ニューマン博士:
クッキーの例を見てきましたが、バッチ処理を行っている現場で、材料をすべて混ぜ合わせ、水を加えてから成形し、オーブンに通した後、さらに材料を追加する際に、十分な洗浄が行われていないという問題を見かけたことがあります。
まず第一に、徹底した衛生管理プログラムを確立することが重要です。必要な頻度で洗浄を行い、綿棒で拭き取り検査をして細菌の増殖を確認し、増殖が著しい箇所を記録しておく必要があります。通常、こうした箇所は手が届きにくい場所に見られます。問題は、手が届きにくいからこそ、清掃が行き届かないという点です。
確かに、そういうケースはよく見かけます。どうすればよいでしょうか? 貴社の製造工程やシフト交代時の状況を確認することが、私が特に重視している点です。また、微生物の増殖に関して、製品を規格値以下に抑えることも重要です。製造工程に殺菌工程が含まれていない限り、微生物を完全に死滅させることはできませんが、増殖や繁殖が起きないレベルまで抑える必要があります。
繰り返しますが、細菌の場合は水活性0.8、酵母やカビの場合は――これは徹底して覚えておいてください――0.6です。できるだけ早くこれらの基準値に達し、その状態を維持してください。
ザカリー・カートライト博士:
それに付け加えるなら、たとえそれらの基準値を下回っていたとしても、湿度や温度が高い環境では、施設内の条件によって微生物が増殖しやすくなる可能性があることを念頭に置いておく必要があります。スーザンが述べた基準値を下回っていても、微生物がすでに存在する環境にある場合、増殖に適した条件が整えば、微生物が急増し、増殖し始めることになるでしょう。
ですから、乾燥工程全体を管理していたとしても、その製品が基準値に近い場合は、引き続き非常に注意深く監視する必要があるということを念頭に置いておいてください。

ニュースレターの登録
きっと気に入っていただける事例紹介、ウェビナー、記事。
最新のコンテンツを定期的に受け取りましょう!