
焼くにせよ、脱水にせよ、燻製にせよ、乾燥にせよ、熟成にせよ――呼び方はともかく、その本質はただ一つ、水分を取り除くことにある。多くの食品メーカーがこの工程を行っているが、実際に取り組んでいるメーカーならどこも、正確かつ一貫した品質を維持するのは非常に難しいと口を揃えて言うだろう。
何が懸かっているのか? 本当に重要なことなのだろうか?
多くの食品メーカーは、乾燥工程をある程度最適化できることを認識しています。しかし、そのほとんどが、そうすることで得られるメリット、そしてこの問題を放置することで失うものを過小評価しています。

上記のグラフは、実際の顧客データに基づいて作成されたものです。多くの企業と同様、この企業も乾燥不良によるコストを約80%過小評価していました。
過去のデータ(すべて紙の記録に埋もれていたもの)を掘り起こして分析した結果、彼らは、この問題にかかる費用が当初の予想の8倍にも上ることに気づいた。
この例はペットフード業界のものですが、この業界では原材料の単価が1ポンドあたり数セントであることがよくあります。しかし、この原則は他の業界の企業にも同様に当てはまります。例えば、1ポンドあたり8ドルもする「丸ごとの筋肉肉」を扱う場合のコストや、1ポンドあたり最大2,000ドルにもなる大麻を扱う場合のコストを考えてみてください。
間違いその1:測定すべき対象を誤解している
水分測定には、水分含有量と水分活性の2つのカテゴリーがあります。どちらも水に関係していますが、それぞれが示す情報は大きく異なります。したがって、これらを同じように扱うべきではありません。
食品業界では、水分含有量が歩留まりに与える影響が明確で理解しやすいため、水分含有量の測定に過度に注目してしまうという誤解がよく見られます。
企業の経営幹部(CFOなど)は、水分含有量だけでなく水分活度を測定することがいかに重要かを理解するための、科学的な知識や品質管理のバックグラウンドを持っていないことがよくあります。彼らは、水分含有量が歩留まりを測定する上で優れた指標である一方で、微生物の増殖、製品の食感、あるいは全体的な品質を予測・管理するために決して用いてはならないことを知らないかもしれません。
水分活性はエネルギーの尺度です。これは熱力学の原理に基づいています。複雑に聞こえるかもしれませんが、科学的な数式を理解する必要はありません。
その基本原理は単純です。水分活性は、化学反応が起こり得るか、微生物が繁殖するか、あるいは食感が変化するかを示す指標となります。さらに、高精度な水分活性の測定は簡単で、適切なツールを使えば60秒以内で完了します。
水分含有量とは、単に試料に含まれる水の量のことです。もし食品から水分子をすべて取り除き、その量を測定できたとしたら、それが水分含有量となります。残念ながら、これをある程度正確に行うことは極めて困難です。
間違いその2:不適切な機器での測定
水分の活動度を重視するにせよ、水分含有量を重視するにせよ、測定方法に標準偏差や変動性が多く含まれている場合、プロセスの制御は非常に困難になります。
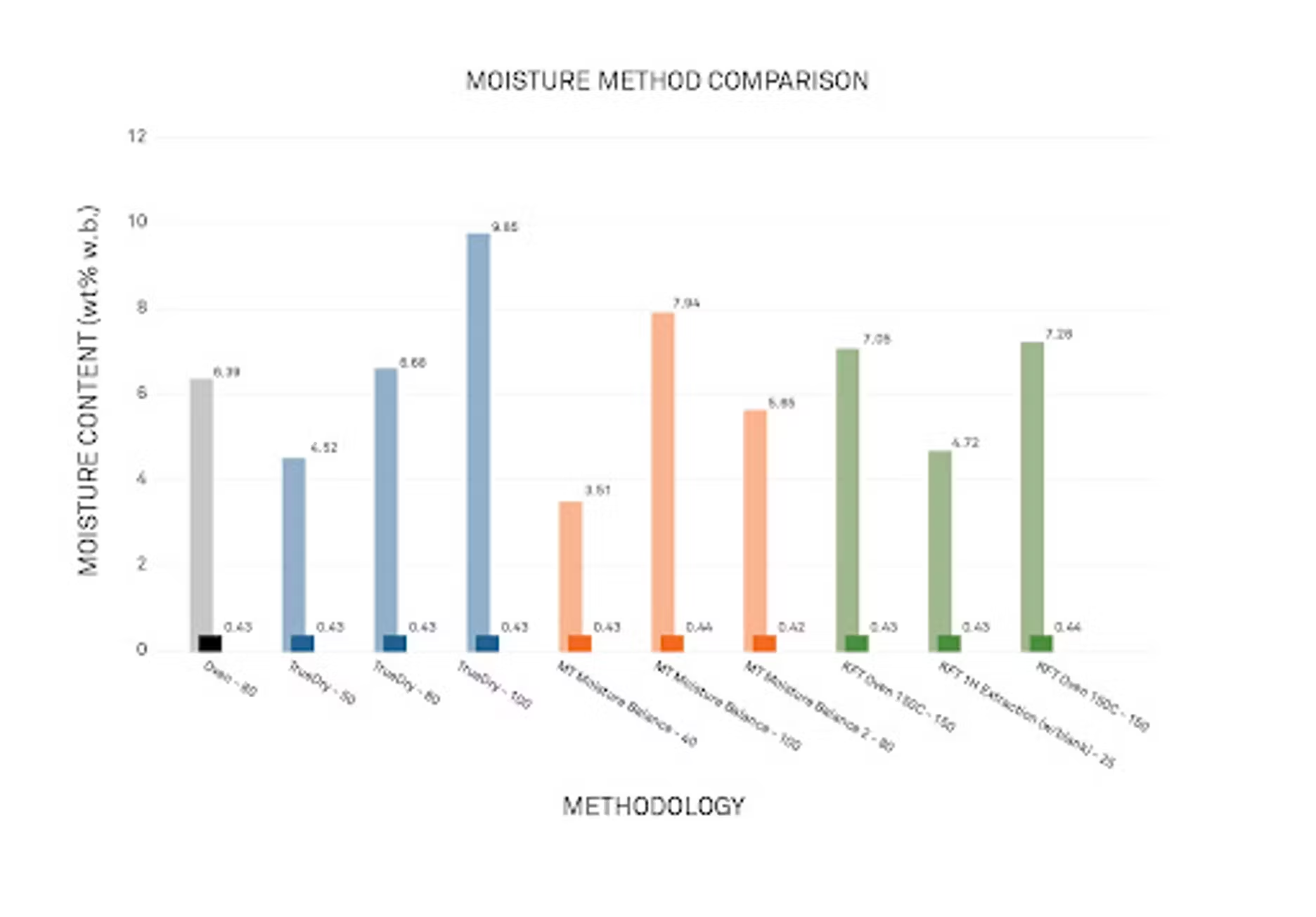
METER Groupは最近の調査において、全く同じ製品の数個のサンプルを、一般的に使用されている様々な水分含有量測定法を用いて試験しました。上のグラフはその結果を示しています。
製品はすべて同一であったにもかかわらず、水分含有量の測定結果には大きなばらつきが見られた。一方、水分活性の測定結果にはほとんどばらつきがなかった。
これらの結果から、水分含有量の測定値のみに基づいて、一貫性があり確信を持った判断を下すことがいかに困難であるかが明らかになります。ある作業員は、水分含有量が3.51%という結果を見て、製品を乾燥しすぎたと誤解するかもしれません。一方で、別の作業員は、製品が湿りすぎていると考えるかもしれません。実際には2つのサンプルは同じものであるにもかかわらず、それぞれの作業員は、この水分含有量の結果に基づいて、異なる(そして相反する)対応をとってしまう可能性があります。
一般的に精度がはるかに高い水分活性の測定を追加することで、これらの問題を解決するのに役立ちます。
間違いその3:オペレーターに直感だけで作業させること
多くのオペレーター、特に経験豊富なオペレーターは、暗黙の知識を秘めている。彼らは、見た目や手触り、音、その他の感覚的な手がかりから、製品がスムーズに動作するか、あるいは良好な仕上がりになるかを判断できると確信していることが多い。
これらの方法は、せいぜい曖昧なものであり、良い結果につながることはめったにない。例えば、新入社員に品質を直感的に判断できるようにするには、どうすればよいのだろうか。
校正済みのセンサーによる信頼性の高い測定値を適用する方が、はるかに効果的です。水分含有量と水分活性の関係は、等温線と呼ばれるグラフ上で視覚化することができます。
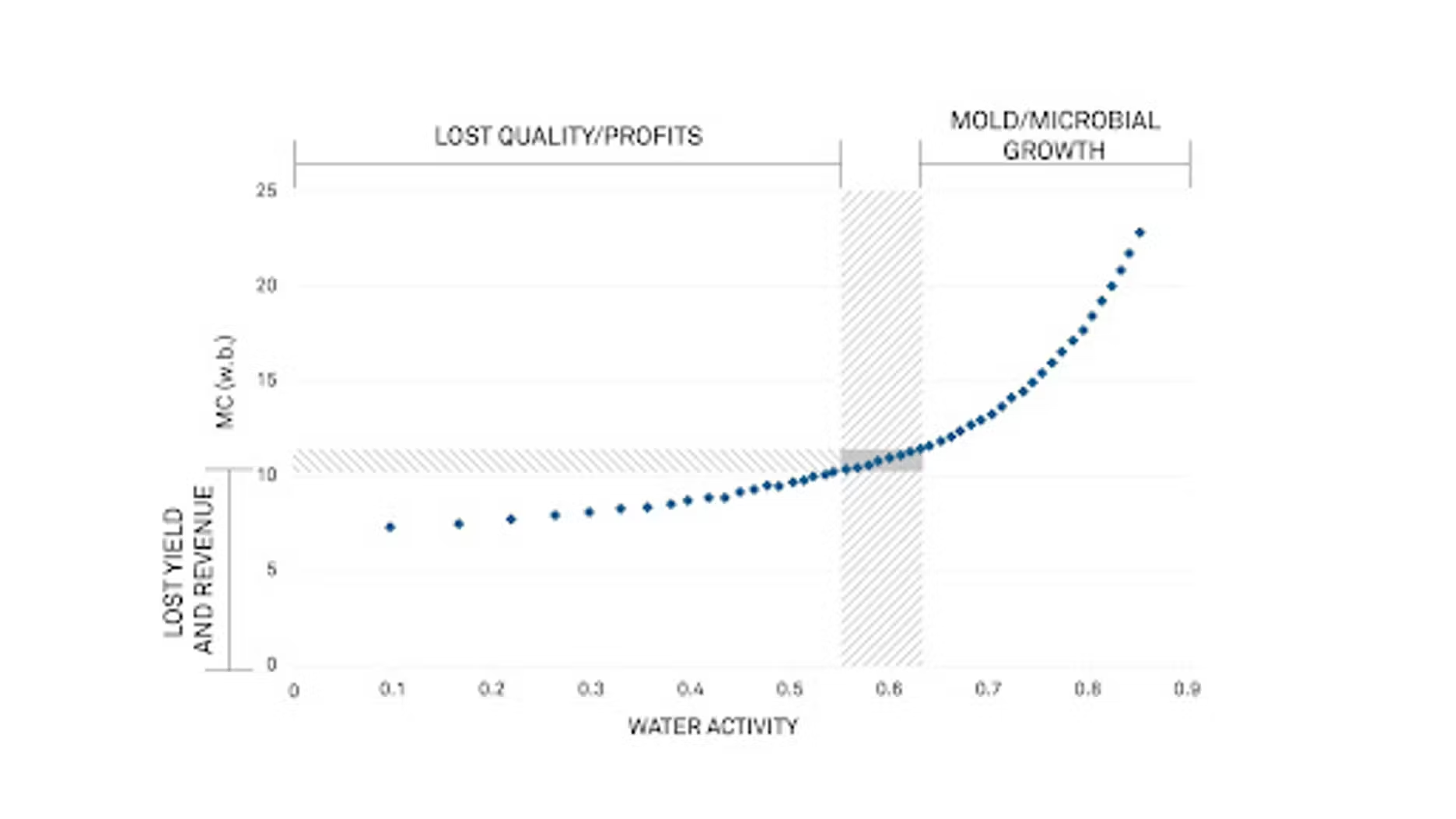
対象製品のリファレンス等温線を作成することで、理想的な品質と歩留まりを実現する「最適点」を容易に特定できるようになります。そして、その「最適点」を基に、生産ラインにおけるプロセスや目標を定義することができます。
間違いその4:不適切な場所でのサンプリング
食品メーカーは通常、冷却工程終了後に水分サンプルの採取を行います。また、それより前の段階でのサンプリングを行うところもあります。
ニューマン博士は、各工程――生地を混ぜた後、焼成中または焼成後、冷却中、さらには冷却後・包装前の保管中――について、目標値を理解し設定することを推奨しています。これは、環境要因によって水分量が大きく変動する可能性があるためです。乾燥した環境では水分が失われる恐れがあります。一方、湿度の高い環境では、製品が水分を吸収し、食感や品質が損なわれる可能性があります。
ロットごとに水分含有量が変動することが多いため、一部の企業では、仕入れた原材料の水分含有量をチェックすることさえあります。これは、水分移動によって最終製品の全体的な品質、食感、あるいは賞味期限が変化する可能性があるためです。
間違いその5:制御ループを閉じない
多くの企業では、規格外品が検出されるまで生産ラインを稼働させ続けるのが常です。その時点で、ラインはすでに20分以上も規格外状態で稼働しており、廃棄や手直しを余儀なくされる製品が大量に生産されてしまっていることがよくあります。
工程のばらつきは最大の敵です。ばらつきが大きすぎると、歩留まりが低下し、生産量も減少します。さらに、オーブンの稼働や手直し作業にかかるコストも増大します。その余分な時間に必要な人員配置や、2種類の製品を別々に保管すること、保管中のカビや微生物のリスクを低減するための対策などは、言うまでもありません。
測定頻度を高めることで、アルゴリズムがフィードバックを処理し、瞬時に微調整を行うことができるため、メーカーは問題を発見するために20分も待つ必要がなくなります。ニューマン博士とカートライト博士は、これを「閉ループ」と呼んでいます。
閉ループシステムでも、依然としてオペレーターによる監視が必要ですが、迅速な調整は計器自体または機械によって行われます。

METER Groupの新しい「SKALA Dry」ソフトウェアは、食品メーカーが最小限の時間とリソースでプロセスのループを完結させるのに役立ちます。
SKALA Dryは、システム内の温度(つまり、入口、出口、および製品の温度)を測定し、特許取得済みのアルゴリズムを用いて、製造工程中の水分量と水分活度を算出します。

ニュースレターの登録
きっと気に入っていただける事例紹介、ウェビナー、記事。
最新のコンテンツを定期的に受け取りましょう!