Bibliothèque d'expertise
Comment optimiser le séchage, la cuisson ou la déshydratation des aliments

La plupart des entreprises agroalimentaires savent qu'elles pourraient optimiser leurs processus de séchage dans une certaine mesure. Mais presque toutes sous-estiment les avantages qu'elles pourraient en tirer, ainsi que les pertes qu'elles subissent en ignorant ces problèmes.
Que vous cuisiez au four, déshydratiez, fumiez, séchiez ou saliez, peu importe le nom que vous lui donnez, cela revient toujours à une seule chose : éliminer l'eau. De nombreuses entreprises alimentaires le font, et toutes vous diront qu'il est très difficile d'être précis et constant.
Quels sont les enjeux ? Est-ce vraiment important ?
La plupart des entreprises agroalimentaires sont conscientes qu'elles pourraient optimiser leurs processus de séchage dans une certaine mesure. Mais presque toutes sous-estiment les avantages qu'elles pourraient en tirer, ainsi que les pertes qu'elles subissent en ignorant le problème.
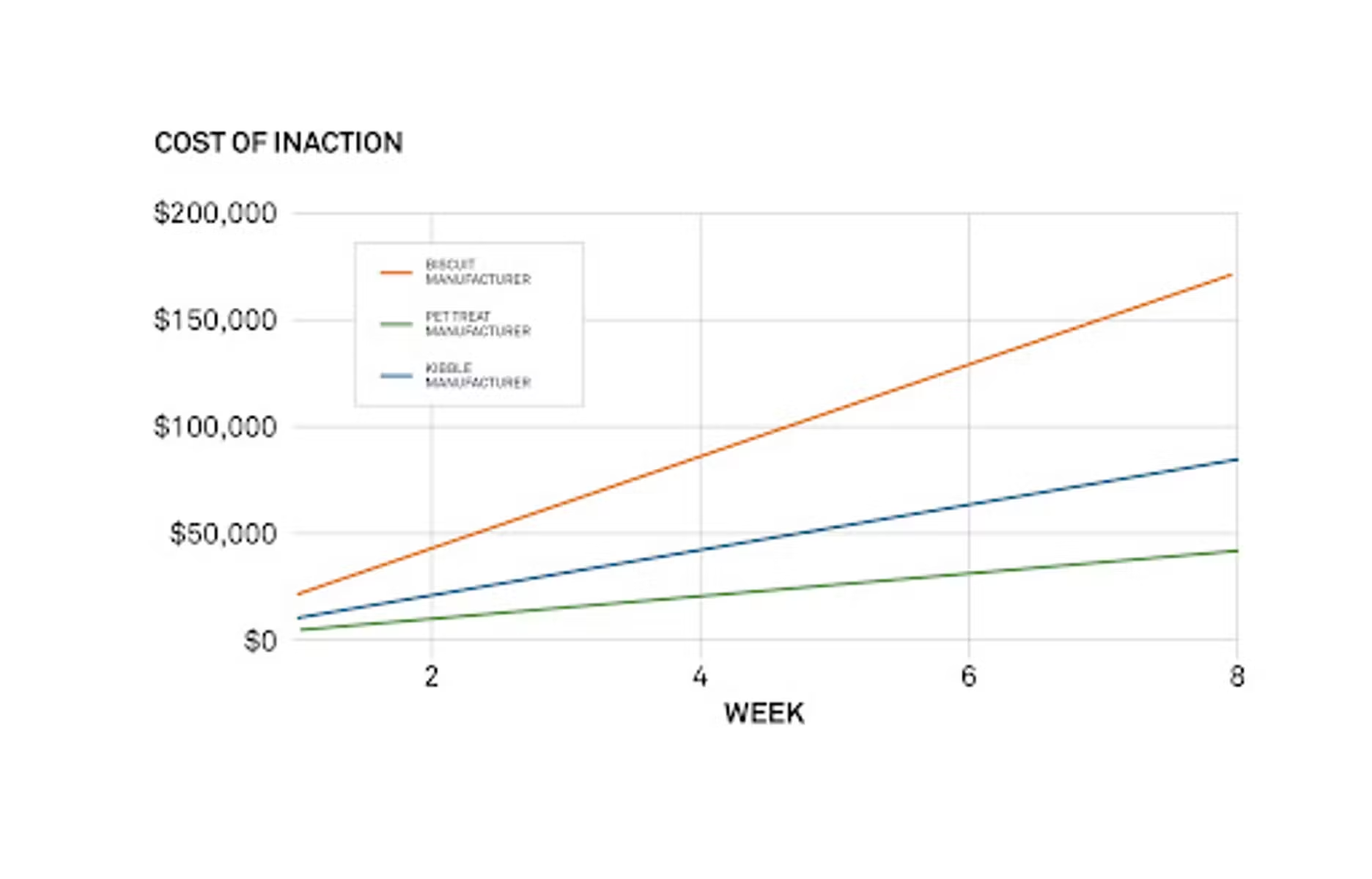
Le graphique ci-dessus a été créé à partir des données réelles d'un client. Comme beaucoup d'entreprises, celle-ci sous-estimait le coût d'un séchage inadéquat d'environ 80 %.
Après avoir déniché et analysé leurs données passées (tout était enfoui dans des archives papier), ils ont réalisé que le problème coûtait huit fois plus cher qu'ils ne l'avaient estimé.
Cet exemple provient de l'industrie des aliments pour animaux domestiques, où les ingrédients utilisés coûtent souvent quelques centimes par livre. Cependant, le principe est le même pour les entreprises de différents secteurs. Prenons l'exemple du coût des viandes musculaires entières, dont les ingrédients peuvent coûter 8 dollars la livre, ou du cannabis, dont les ingrédients peuvent coûter jusqu'à 2 000 dollars la livre.
Erreur n° 1 : mal comprendre ce que vous devez mesurer
Les mesures de l'eau se divisent en deux catégories : la teneur en humidité et l'activité de l'eau. Les deux ont trait à l'eau, mais chacune fournit des informations très différentes. Elles ne doivent pas être utilisées de la même manière.
Une erreur fréquente chez les entreprises agroalimentaires consiste à se concentrer exclusivement sur les mesures de la teneur en humidité, car le lien entre la teneur en humidité et le rendement est clair et facile à comprendre.
Les dirigeants d'entreprise (tels que les directeurs financiers) n'ont souvent pas les connaissances scientifiques ou en matière de contrôle qualité nécessaires pour comprendre à quel point il est crucial de mesurer l'activité de l'eau ainsi que la teneur en humidité. Ils ne savent peut-être pas que si la teneur en humidité est un excellent paramètre pour mesurer le rendement, elle ne doit jamais être utilisée pour prédire ou contrôler la croissance microbienne, la texture du produit ou la qualité globale.
L'activité de l'eau est une mesure de l'énergie. C'est un principe thermodynamique. Cela peut sembler complexe, mais il n'est pas nécessaire de comprendre les équations scientifiques.
Le principe fondamental est simple : l'activité de l'eau indique si des réactions chimiques peuvent se produire, si des micro-organismes peuvent se développer ou si la texture peut changer. De plus, les mesures de haute précision de l'activité de l'eau sont simples et faciles à réaliser : avec les bons outils, elles peuvent être effectuées en 60 secondes ou moins.
La teneur en humidité correspond simplement à la quantité d'eau contenue dans un échantillon. Si vous pouviez éliminer toutes les molécules d'eau d'un produit alimentaire, puis mesurer la quantité obtenue, vous obtiendriez la teneur en humidité. Malheureusement, il est extrêmement difficile d'obtenir un résultat précis.
Erreur n° 2 : mesurer avec un appareil inadapté
Que vous choisissiez de vous concentrer sur l'activité de l'eau ou la teneur en humidité, il sera très difficile de contrôler un processus si votre méthode de mesure présente un écart type et une variabilité importants.
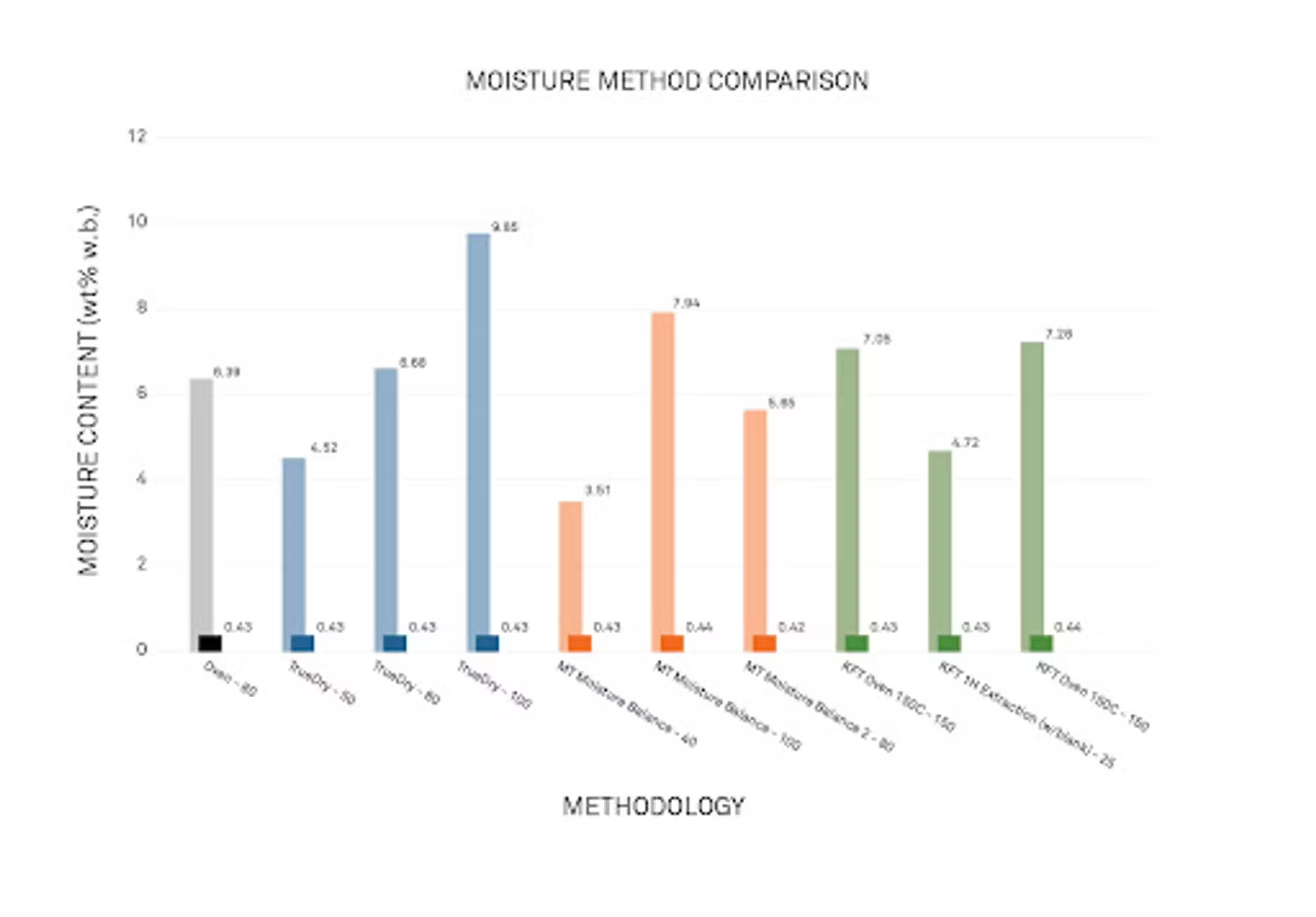
Dans une étude récente, METER Group a envoyé plusieurs échantillons d'un même produit afin de les tester à l'aide de diverses méthodes couramment utilisées pour mesurer la teneur en humidité. Le graphique ci-dessus présente les résultats.
Bien que le produit ait été identique dans tous les cas, les résultats relatifs à la teneur en humidité ont varié considérablement. Il n'y a pratiquement pas eu de variation dans les résultats relatifs à l'activité de l'eau.
Ces résultats montrent clairement à quel point il peut être difficile de prendre des décisions cohérentes et sûres en se basant uniquement sur les mesures du taux d'humidité. Un ouvrier voyant un résultat de 3,51 % d'humidité pourrait être amené à croire qu'il a trop séché son produit, tandis qu'un autre ouvrier pourrait penser que le produit est trop humide. Chacun pourrait prendre des mesures différentes (et contradictoires) en fonction de ces résultats, alors qu'en réalité, les deux échantillons étaient identiques.
L'ajout de mesures de l'activité de l'eau, qui sont généralement beaucoup plus précises, peut aider à résoudre ces problèmes.
Erreur n° 3 : laisser les opérateurs travailler à l'intuition
De nombreux opérateurs, en particulier les plus expérimentés, détiennent un savoir tribal. Ils sont souvent convaincus de pouvoir déterminer si un produit fonctionnera correctement ou donnera de bons résultats en se basant sur leur vue, leur toucher, leur ouïe ou d'autres indices sensoriels.
Ces méthodes sont au mieux imprécises et conduisent rarement à des résultats positifs. Par exemple, comment former les nouveaux employés à évaluer intuitivement la qualité ?
Il est beaucoup plus efficace d'utiliser des mesures fiables provenant de capteurs bien calibrés. La relation entre la teneur en humidité et l'activité de l'eau peut être représentée sur un graphique appelé isotherme.
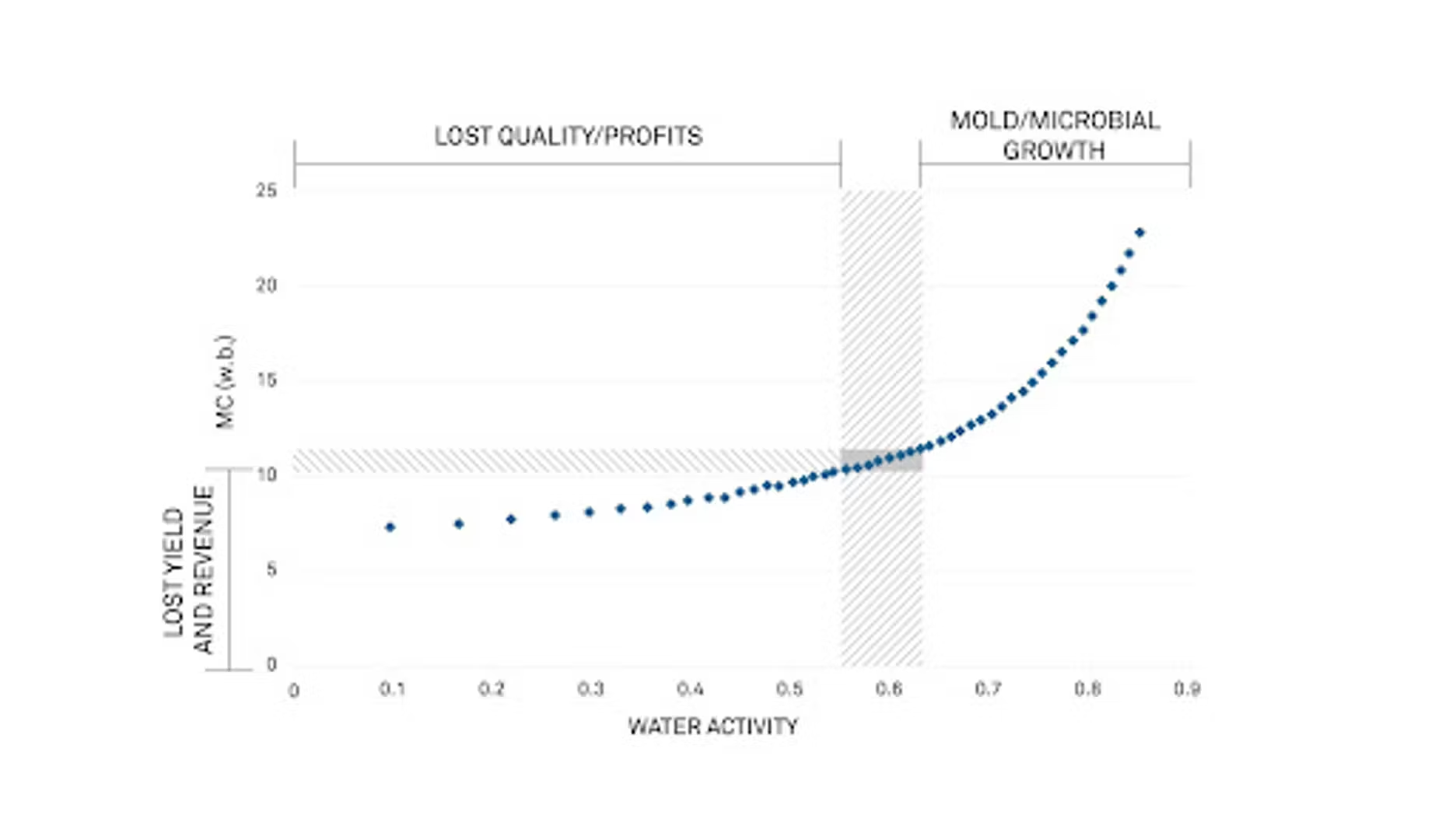
La création d'une isotherme de référence pour le produit en question facilite l'identification d'un « point optimal » pour une qualité et un rendement idéaux. Ce « point optimal » peut ensuite être utilisé pour définir les processus et les objectifs sur la chaîne de production.
Erreur n° 4 : prélever des échantillons aux mauvais endroits
Les fabricants alimentaires prélèvent généralement des échantillons d'humidité après refroidissement. Certains effectuent également des prélèvements à des stades plus précoces.
Le Dr Newman recommande de comprendre et de fixer des objectifs chiffrés pour chaque étape du processus : après le mélange de la pâte, pendant ou après la cuisson, pendant le refroidissement, et même pendant le stockage après refroidissement mais avant emballage, car les facteurs environnementaux peuvent entraîner des variations importantes du taux d'humidité. Un environnement sec peut entraîner une perte d'humidité. Dans les environnements humides, les produits peuvent absorber de l'humidité et altérer leur texture ou leur qualité.
Certaines entreprises vérifient même le taux d'humidité des ingrédients qu'elles reçoivent, car celui-ci varie souvent d'un lot à l'autre et la migration de l'humidité peut modifier la qualité globale, la texture ou la durée de conservation du produit final.
Erreur n° 5 : laisser votre boucle de contrôle ouverte
De nombreuses entreprises se contentent de faire tourner leurs lignes de production jusqu'à ce qu'elles détectent un échantillon non conforme. À ce stade, la ligne fonctionne souvent hors spécifications depuis 20 minutes ou plus, produisant des articles qui devront être mis au rebut ou retravaillés.
La variabilité des processus est l'ennemi. Lorsqu'elle est trop importante, elle entraîne une baisse des rendements et du débit. Elle augmente également les coûts liés au fonctionnement des fours et à la gestion des retouches, sans parler du personnel nécessaire pendant ce temps supplémentaire, du stockage de deux groupes de produits différents et de la réduction des risques liés à la moisissure et aux microbes pendant le stockage.
En mesurant les niveaux plus fréquemment et en donnant à un algorithme le pouvoir de traiter les informations en retour et d'effectuer des micro-ajustements instantanés, les fabricants n'ont plus à attendre 20 minutes pour détecter un problème. C'est ce que les docteurs Newman et Cartwright appellent une « boucle fermée ».
Un système en boucle fermée serait toujours surveillé par un opérateur, mais les ajustements rapides seraient effectués par l'instrument lui-même ou par la machine.

Le nouveau logiciel SKALA Dry de METER Group peut aider les fabricants agroalimentaires à boucler leur cycle de production avec un investissement minimal en temps et en ressources.
SKALA Dry examine les températures au sein du système (températures d'entrée, de sortie et du produit) et les traite à l'aide d'un algorithme breveté afin de produire des mesures de l'humidité et de l'activité de l'eau en cours de processus.

Inscription à la newsletter
Études de cas, webinaires et articles qui vous plairont.
Recevez régulièrement les derniers contenus !