Webinaires
5 erreurs coûteuses dans le processus de séchage et comment les éviter
Cuisson, déshydratation, fumage, séchage, salaison. Quel que soit le nom que vous lui donnez, le résultat est le même : éliminer l'eau. La plupart des entreprises agroalimentaires le font, mais il n'est pas facile de le faire avec précision et régularité.
À propos des présentateurs
Le Dr Susan Newman est directrice des services professionnels chez AQUALAB by Addium. Sa maîtrise du design thinking, de l'ingénierie et du contrôle de l'humidité a aidé d'innombrables entreprises alimentaires et spécialisées dans le cannabis à affiner et optimiser leurs processus de séchage.
Le Dr Zachary Cartwright est responsable scientifique alimentaire chez AQUALAB by Addium. Il est titulaire d'un doctorat en sciences alimentaires de l'université de l'État de Washington et d'une licence en biochimie de l'université d'État du Nouveau-Mexique.
Transcription, modifiée pour plus de clarté
Dr Zachary Cartwright :
Bonjour à tous, je m'appelle Zachary. Je suis ici aujourd'hui avec Susan et nous sommes ravis de vous parler de cinq erreurs coûteuses dans le processus de séchage et des moyens de les éviter.
Que vous cuisiez au four, déshydratiez, fumiez, séchiez ou saliez – quel que soit le nom que votre équipe donne à cette étape de votre processus –, cela revient toujours à la même chose : vous éliminez l'eau. De nombreuses entreprises agroalimentaires le font, et toutes vous diront qu'il est très difficile d'être précis et constant.
Il existe des centaines de sujets différents que nous pourrions aborder en matière d'amélioration du séchage, mais aujourd'hui, nous allons nous concentrer sur les cinq principales erreurs que nous constatons.
Les erreurs dont nous allons parler sont les suivantes :
- Mauvaise compréhension des mesures correctes à utiliser,
- Utiliser la mauvaise méthode pour cette mesure,
- Laisser les opérateurs travailler à l'intuition, voire utiliser leurs mains pour guider leurs décisions,
- Échantillonnage aux mauvais endroits, et
- Laisser votre boucle de contrôle ouverte.
Quels sont les enjeux ?
Avant d'examiner les cinq erreurs, je voudrais parler des enjeux, du coût de l'inaction et de ce qu'il en coûte aux entreprises lorsqu'elles ne se concentrent pas sur la réduction de la variabilité de leur teneur en humidité.
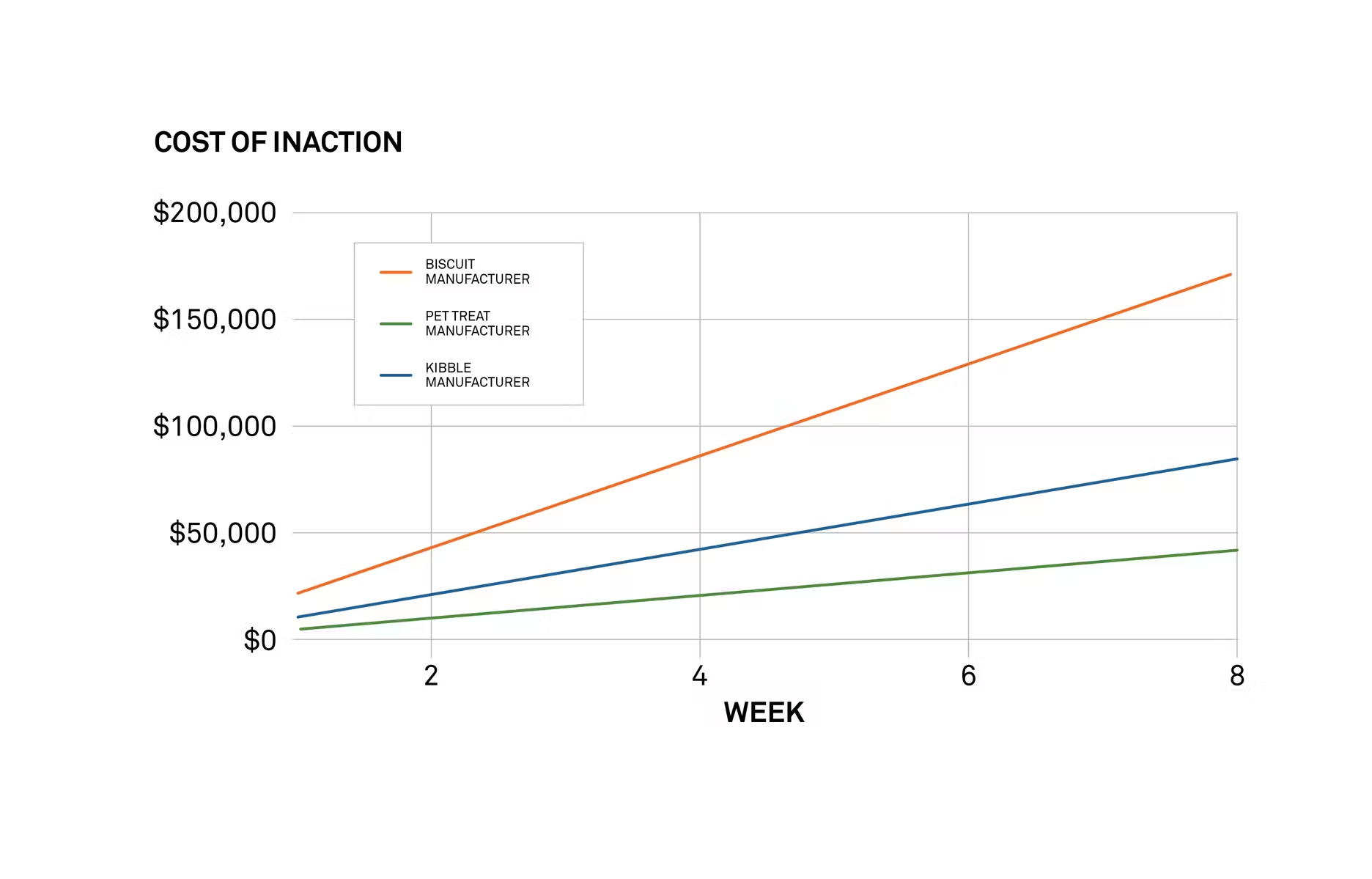
Nous avons ici un graphique qui montre le coût de l'inaction. Sur l'axe X, vous avez le temps en semaines, et sur l'axe Y, vous avez le coût.
Cet exemple concerne différents produits alimentaires pour animaux domestiques. Vous remarquerez que chaque semaine qui passe coûte des dizaines de milliers de dollars. Ce phénomène ne se limite pas aux aliments pour animaux domestiques, mais concerne également de nombreux autres produits.
Beaucoup d'entreprises ne sont même pas conscientes du coût que représente pour elles une forte variabilité de leur taux d'humidité.
Qu'avez-vous constaté, Susan, dans votre expérience lorsque vous allez discuter avec les clients ? Sont-ils conscients de ces chiffres et de ce que cela leur coûte ?
Dr Susan Newman :
Excellente question. Ils en sont conscients, mais pas suffisamment. Ils sous-estiment le coût.
Ce graphique provient des données réelles d'un client. Avant que nous commencions à travailler avec eux, ils sous-estimaient les coûts d'environ 80 %. C'était énorme.
Ils savaient qu'il était possible d'augmenter le rendement, mais ils pensaient que ce serait assez limité, car les données peuvent être difficiles à trouver et à interpréter dans l'industrie alimentaire. Souvent, elles se trouvent dans des registres papier. En creusant vraiment et en y consacrant de l'énergie, ils ont pu constater qu'ils perdaient près de huit fois plus qu'ils ne le pensaient.
Les gens sous-estiment souvent ce qu'ils peuvent accomplir en contrôlant le processus. Prenons l'exemple des aliments pour animaux domestiques, dont le coût des ingrédients est relativement faible, mais on observe la même situation chez les clients qui utilisent par exemple des viandes musculaires entières ou du cannabis, dont le coût des ingrédients ou du produit est beaucoup plus élevé.
Le coût des ingrédients dans les aliments pour animaux peut se compter en centimes. Mais comparez cela au cannabis, dont le prix, selon le marché, peut atteindre 2 000 dollars la livre. Ou à la viande, dont le prix moyen est de 8 dollars la livre. Il s'agit donc d'une augmentation exponentielle pour ces marchés.
Erreur n° 1 : mal comprendre les mesures correctes à prendre
Dr Zachary Cartwright :
Cela nous amène à notre première erreur de séchage. Ce que je remarque chez beaucoup d'entreprises alimentaires, c'est qu'elles se trompent sur les mesures correctes à utiliser.
En gros, les mesures relatives à l'eau peuvent être résumées en deux types : la teneur en humidité ou l'activité de l'eau. Je voudrais prendre le temps de souligner les différences entre ces deux mesures.
Avant de les comparer, que voyez-vous, Susan, lorsque vous allez parler à un client ? Utilisent-ils l'une de ces mesures ou les deux ? Comment sont-elles mises en œuvre ?
Dr Susan Newman :
Je vois tout. Vous ne pouvez même pas imaginer ce que j'ai vu. Du NIR aux balances d'humidité en passant par Karl Fischer. Il y a également beaucoup d'activité liée à l'eau, mais chaque industrie a ses propres CCP requis. Les aliments pour animaux, par exemple, accordent une grande importance à la teneur en humidité comme CCP.
Beaucoup d'entreprises avec lesquelles nous travaillons comprennent l'importance de l'activité de l'eau pour les paramètres de sécurité, elles l'utilisent donc un peu plus. J'adore voir ça. Mais nous avons encore un long chemin à parcourir : je vois beaucoup de gens utiliser des balances d'humidité dans leurs usines. Je vois beaucoup d'activité de l'eau dans les laboratoires, mais pas tellement dans les ateliers de production.
J'avais un client – j'adore raconter cette histoire parce qu'elle est très amusante – j'ai rencontré un directeur financier, et il était très enthousiaste à propos de la teneur en humidité. Dans leur laboratoire, on pouvait voir 10 appareils de mesure de la teneur en humidité et un seul appareil de mesure de l'activité de l'eau.
Lorsque j'ai rencontré la responsable de l'équipe d'assurance qualité, Theresa, que j'apprécie beaucoup, elle a tout de suite adoré cet appareil de mesure de l'activité de l'eau, car elle comprenait où se développaient les agents pathogènes. Elle savait que les bactéries ne se développaient pas en dessous de 0,8, que les moisissures et les levures ne se développaient pas en dessous de 0,6, et que rien ne se développait en dessous de 0,6.
Elle comprenait également que l'activité de l'eau est le moteur de la croustillance. Si vous fabriquez un produit croustillant, vous avez besoin de l'activité de l'eau dans votre vie, et elle l'avait bien compris.
Le directeur financier accordait beaucoup d'importance à la teneur en humidité, car c'est le paramètre qui détermine le rendement, et il a raison. Si vous dirigez une entreprise, vous devez comprendre l'humidité, mais vous devez également fabriquer un produit sûr. Comprendre ces deux mesures et les utiliser de manière appropriée est un domaine dans lequel nous devons vraiment nous investir dans le secteur alimentaire.
Dr Zachary Cartwright :
Nous avons ici un tableau qui aide vraiment à résumer la différence entre ces deux mesures.

L'activité de l'eau est une mesure de l'énergie. C'est un principe thermodynamique. Cette énergie est importante car elle nous aide à savoir si certaines réactions chimiques peuvent se produire, si des micro-organismes peuvent se développer ou si la texture peut changer. La teneur en humidité est simplement une quantité. Ainsi, si vous parveniez à éliminer toutes les molécules d'eau d'un échantillon alimentaire ou d'un produit, cela correspondrait à la teneur en humidité. Il est extrêmement difficile d'éliminer toute l'eau et d'obtenir une mesure précise.
L'activité de l'eau est qualitative. Ce que je veux dire par là, c'est que même si nous obtenons un chiffre quantitatif, celui-ci est qualitatif, car nous pouvons le relier directement à la sécurité et à la qualité du produit. Je vois beaucoup d'entreprises essayer de mesurer la teneur en humidité et de la relier à la sécurité et à la qualité. Mais la variabilité inhérente à la teneur en humidité rend cette tâche extrêmement difficile. La teneur en humidité est plus quantitative, comme vous l'avez dit. Un directeur financier ou un décideur qui réfléchit à l'augmentation du rendement ou des revenus sera intéressé par la teneur en humidité.
L'activité de l'eau est un facteur déterminant dans les réactions chimiques. La teneur en humidité, bien qu'elle ait un lien avec les réactions chimiques, est très difficile à comprendre. L'activité de l'eau est beaucoup plus précise et exacte à cet égard, ce qui nous permet de la déterminer et de la relier à la sécurité et à la qualité. En ce qui concerne l'activité de l'eau, nous disposons de normes reconnues. Il s'agit de différentes solutions salines qui ont toujours la même activité de l'eau, ce qui facilite grandement la vérification de l'étalonnage d'un instrument de mesure de l'activité de l'eau. La teneur en humidité ne dispose pas de ce type de normes. Il n'existe aucun élément ayant une teneur en humidité inhérente à laquelle nous pouvons nous référer, il est donc très difficile de savoir si les chiffres obtenus sont exacts ou non.
Enfin, l'activité de l'eau est sans unité. Elle varie de zéro (ce qui correspond à une absence totale d'énergie) à un (ce qui correspond à la même énergie que l'eau pure). Lorsque nous parlons de teneur en humidité, celle-ci est généralement exprimée en pourcentage, soit sur une base humide, soit sur une base sèche.
Nous espérons que ce tableau vous aidera à comprendre certaines des différences entre ces deux mesures de l'eau.
Erreur n° 2 : utiliser une mauvaise méthode de mesure
Dr Zachary Cartwright :
Passons à la deuxième erreur : utiliser une mauvaise méthode de mesure.
Que vous utilisiez l'activité de l'eau ou la teneur en humidité, il existe différentes méthodologies pour chacune d'entre elles, et il est vraiment difficile de contrôler un processus s'il y a beaucoup d'écarts types et beaucoup de variabilité inhérente à la méthode que vous utilisez.
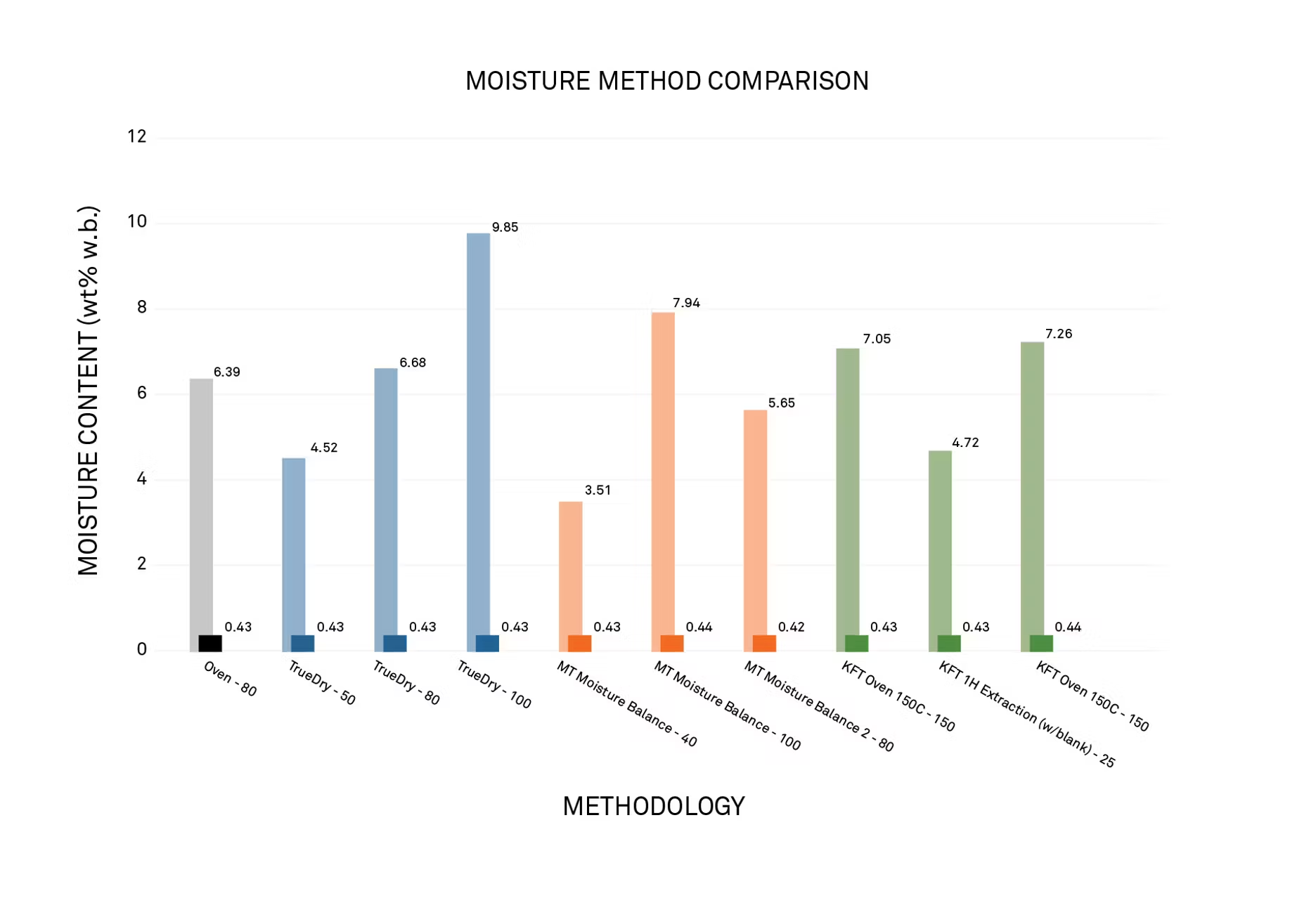
Nous avons ici un graphique qui montre les résultats obtenus pour un produit, testé à l'aide de différentes méthodologies, ainsi que les résultats obtenus avec chacune de ces méthodologies. Sur l'axe X, vous avez différentes méthodologies. Sur l'axe X, vous avez la teneur en humidité et l'activité de l'eau.
La première chose que je voudrais souligner, c'est que même s'il s'agit exactement du même produit, la teneur en humidité varie considérablement. Mais si vous regardez l'activité de l'eau, elle est très constante : elle ne varie pratiquement pas, même si la mesure de la teneur en humidité nous donne un degré élevé de variabilité.
Pourquoi est-ce important, Susan ?
Dr Susan Newman :
Lorsque nous avons mené cette étude, j'étais très enthousiaste. Nous avons pris un produit, l'avons amené à un stade où il était acclimaté et parfaitement homogène, prêt à être utilisé. Vous constaterez ainsi que l'activité de l'eau est très homogène, à 0,42.
Nous l'avons envoyé, puis avons examiné différentes mesures du taux d'humidité. J'ai été très surpris par ces résultats. Le taux le plus bas était de 3,5 et le plus élevé de près de 10, pour le même produit.
J'ai essayé de me mettre à la place d'une équipe d'assurance qualité. Comment réagiraient-ils s'ils obtenaient ces résultats ? Quelles mesures pourraient-ils prendre à partir de là ? Quand je vois des résultats aussi variés, je me sens découragé pour eux.
Supposons que vous n'envoyez cela qu'à un seul laboratoire, et que vous n'obtenez donc que 3,5. Que faites-vous ? Vous pensez que votre produit est trop sec, alors vous ajoutez plus d'humidité, réduisez les températures, diminuez peut-être les temps de cuisson, ce qui peut perturber vos étapes de destruction des CCP si vous ne faites pas attention.
À l'autre extrémité du spectre, si vous obtenez un résultat de 10 et que votre produit peut atteindre 12 % (ce qui était le cas de ce produit), vous vous dites : « Waouh, je fais vraiment du bon travail. »
Mais en examinant toutes ces données, j'ai été choqué par la variance que nous avons constatée et par la difficulté de faire chaque jour un travail de qualité pour garantir la cohérence de votre produit.
Dr Zachary Cartwright :
Nous avons récemment organisé un webinaire sur les mesures d'humidité, et une chose qui est ressortie de ce webinaire, une fois que nous avons recueilli certaines données, c'est l'importance de la variabilité, en particulier pour les bilans d'humidité.
Cela nous ramène à ce que vous disiez tout à l'heure. Beaucoup d'établissements que nous desservons peuvent avoir 10 balances d'humidité et un seul appareil de mesure de l'activité de l'eau, mais cette balance d'humidité peut présenter une variabilité de 4 à 7 %. C'est très courant, et cela peut être dû au fait que différentes personnes l'utilisent, à des méthodes différentes, etc. Ce graphique illustre bien cette variabilité.
Que feriez-vous si vous étiez cette responsable assurance qualité, Susan ? Que feriez-vous après avoir vu ces données ? Comment cela vous aiderait-il à prendre une décision concernant la méthode que vous devriez utiliser ?
Dr Susan Newman :
Il serait très important pour moi de voir ces données individuelles. J'ai toujours su que l'activité de l'eau était essentielle à comprendre en raison de sa précision. Je constate que la teneur en humidité varie chez mes clients, avec une fourchette de plus ou moins 2 %, mais pouvant aller jusqu'à quatre à sept comme vous l'avez dit.
Si je voyais ces données, je serais choqué et je commencerais vraiment à remettre en question mes méthodes. Je me dirais : « Comment puis-je améliorer ma façon de faire ? Quelle est la vérité ? Comment puis-je m'appuyer sur des mesures plus précises, telles que l'activité de l'eau, tout en les appliquant à la teneur en humidité, qui est un CCP, c'est-à-dire un élément critique pour mes rendements et mes profits ? »
J'aimerais vraiment me consacrer à cette activité aquatique, mais je comprends la différence et la relation entre les deux, et il y a bien une relation. C'est là que je passerais mon temps. Mais bon, si je n'avais qu'un seul de ces points de données, je penserais que je faisais un travail formidable, ou je penserais que je devrais être licencié.
Dr Zachary Cartwright :
Il est important de noter qu'il existe un lien entre l'activité de l'eau et la teneur en humidité, et c'est un point que nous aborderons dans la prochaine erreur.
Erreur n° 3 : laisser les opérateurs travailler à l'intuition
Dr Zachary Cartwright :
Parlons de la troisième erreur : laisser les opérateurs travailler à l'intuition au lieu de leur fournir des données précises en temps réel pour les aider à prendre des décisions éclairées.
Tu as de belles anecdotes à ce sujet, Susan. Je te laisse la parole.
Dr Susan Newman :
Je passe la plupart de mon temps sur l'erreur numéro trois. Il y a beaucoup d'opérateurs, en particulier ceux qui travaillent depuis longtemps, qui gardent pour eux leurs connaissances tribales.
L'un de mes clients préférés – j'espère qu'il regarde aujourd'hui. Salut, Harley ! – travaillait sur une chaîne de production où l'on fabriquait des biscuits pour chiens. Ils commençaient par préparer une pâte, et il était convaincu qu'il pouvait plonger la main dans la pâte, la toucher et déterminer si elle allait bien cuire ou non. Je l'ai mis au défi, car en réalité, ce qu'il sentait, c'était la température. Lorsque vous étalez la pâte, un produit plus froid est un peu plus facile à travailler, mais les mains ne sont pas calibrées pour faire ce genre de travail. Si vous vous fiez à cela, appelez-moi. Nous ne voulons pas faire cela, mais c'est très courant.
Même l'équipe d'assurance qualité était d'accord avec cela, car ce n'était pas un moment du processus où ils mesuraient quoi que ce soit. Cela n'avait pas vraiment d'importance en tant que CCP. Pour lui, l'intuition était donc la solution. Mais comment allait-il former les gens ? Comment former les gens à développer ce sens ? Travailler sur l'intuition : ce n'est pas toujours la meilleure idée. C'est mon premier exemple.
Un autre exemple que je vois souvent concerne le cannabis. Historiquement, il n'y avait pas beaucoup de données scientifiques sur le cannabis. Il y avait beaucoup de tests rapides. Si un client effectue un test rapide, c'est à environ 0,4 d'activité de l'eau qu'il va ressentir cette sensation. J'ai effectué de nombreux tests à ce sujet : cette sensation de craquement sur la branche se produit à 0,4, ce qui pose problème, car à ce stade, les terpènes de votre produit sont déjà dégradés.
Nous savons qu'à une activité de l'eau de 0,5, les terpènes commencent à se dégrader dans le cannabis. Si votre moyenne se situe à une activité de l'eau de 0,4, vous avez déjà dégradé les terpènes. Vous constaterez le même phénomène dans les chips et d'autres produits. Si vous séchez trop, vous commencez à perdre en qualité.
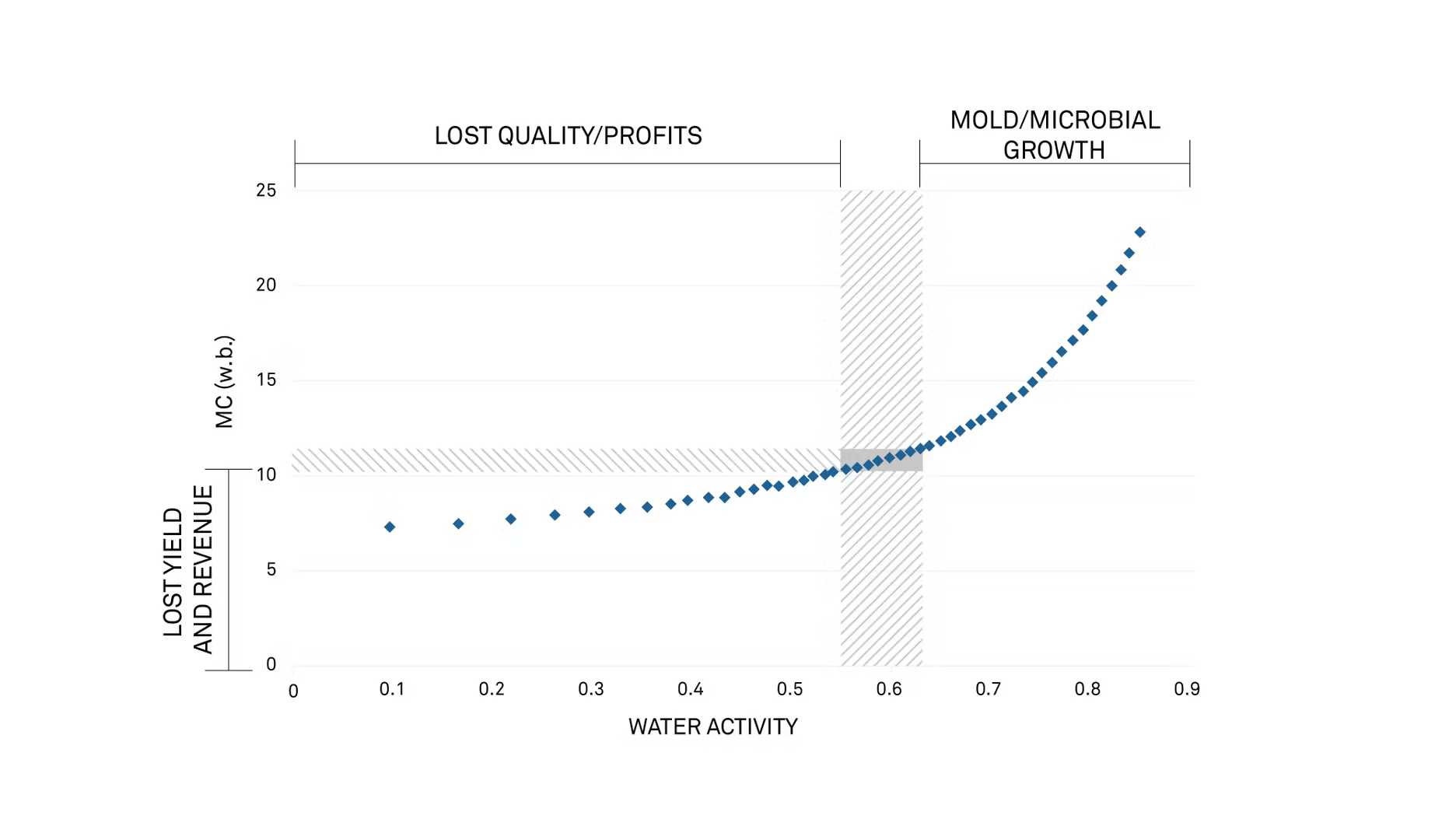
Dans ce graphique, la zone rouge représente l'idéal. Ce graphique concerne spécifiquement le cannabis, il s'agit d'une isotherme du cannabis montrant la relation entre l'humidité et l'activité de l'eau. Je souhaite que tous nos clients atteignent ce point idéal. C'est le point où nous sommes à l'abri de la croissance des agents pathogènes. Nous n'avons pas beaucoup de croissance sur le cannabis en dessous de 0,625. Celui dont nous devons nous méfier est l'Aspergillus enchiladas, qui peut se développer jusqu'à 0,625, mais je souhaite tout de même qu'ils aient ce beau rendement.
Nous voulons les maintenir entre 0,55, pour des terpènes agréables et beaux, et une limite supérieure de 0,625. En atteignant cet objectif, ils obtiendront un produit magnifique, mais aussi le produit le plus rentable à vendre.
Sur la base de cette relation entre l'humidité et l'activité de l'eau, un test rapide donne généralement un résultat d'environ 8 % d'humidité. Si vous utilisez une méthode plus précise, telle que l'activité de l'eau, vous obtiendrez la précision nécessaire pour régler le résultat jusqu'à 12 % d'humidité. Pour le cannabis, une augmentation de 4 % de l'humidité, même si vous produisez 50 000 livres par an à un prix de vente de 2 000 dollars la livre, représente un problème de 4 millions de dollars en optimisant ces 4 %.
C'est un cas extrême en raison de la valeur du produit, mais nous constatons que cela se produit également pour nos produits à faible valeur. Une autre chose vraiment intéressante à propos de la compréhension de l'isotherme (la relation entre l'humidité et l'activité de l'eau) est que vous pouvez voir pourquoi Harley n'était pas très efficace. Vous pouvez voir que ce changement important dans l'activité de l'eau n'est qu'un petit changement dans l'humidité, donc l'humidité ne change pas vraiment beaucoup, mais l'activité de l'eau change considérablement. C'est pourquoi les mains ne fonctionnent pas. C'est pourquoi il est préférable de se fier à l'activité de l'eau comme mesure de choix dans ce cas.
Dr Zachary Cartwright :
Il est important de comprendre que cette isotherme de sorption d'humidité que nous examinons est le domaine de spécialité du groupe METER. Nous disposons d'une technologie brevetée qui nous permet soit de tracer une courbe de désorption pour comprendre comment l'eau est éliminée d'un produit, soit une courbe d'adsorption pour comprendre comment l'eau se lie à ce produit. Ensuite, en utilisant cette courbe et en fixant un objectif pour votre activité de l'eau, nous pouvons trouver le juste milieu et satisfaire tout le monde. Nous pouvons satisfaire le responsable de l'assurance qualité qui comprend la science, afin qu'il connaisse son objectif et comprenne également quel doit être cet objectif de teneur en humidité.
Ce graphique résume bien tout ce que nous devons savoir sur l'eau contenue dans ce produit, ce qui satisfait les scientifiques et les décideurs, et permet de comprendre quel devrait être le point idéal. Nous pouvons créer un graphique de ce type pour chaque type de produit. Chaque formulation peut même avoir une courbe différente que nous devons prendre en compte.
Erreur n° 4 : prélever des échantillons aux mauvais endroits
Dr Zachary Cartwright :
Passons à la quatrième erreur : prélever des échantillons au mauvais endroit.
Susan, lorsque vous entrez dans un établissement alimentaire, où voyez-vous les gens faire des dégustations et où devraient-ils les faire ?
Dr Susan Newman :
Excellente question. Je vois généralement les gens prélever des échantillons après le refroidissement. Dans cet exemple, avant que le produit ne soit conditionné, c'est généralement là que se trouvent les CCP, donc nous voyons beaucoup de prélèvements intensifs dans cette zone, puis quelques prélèvements sporadiques au cours du processus.
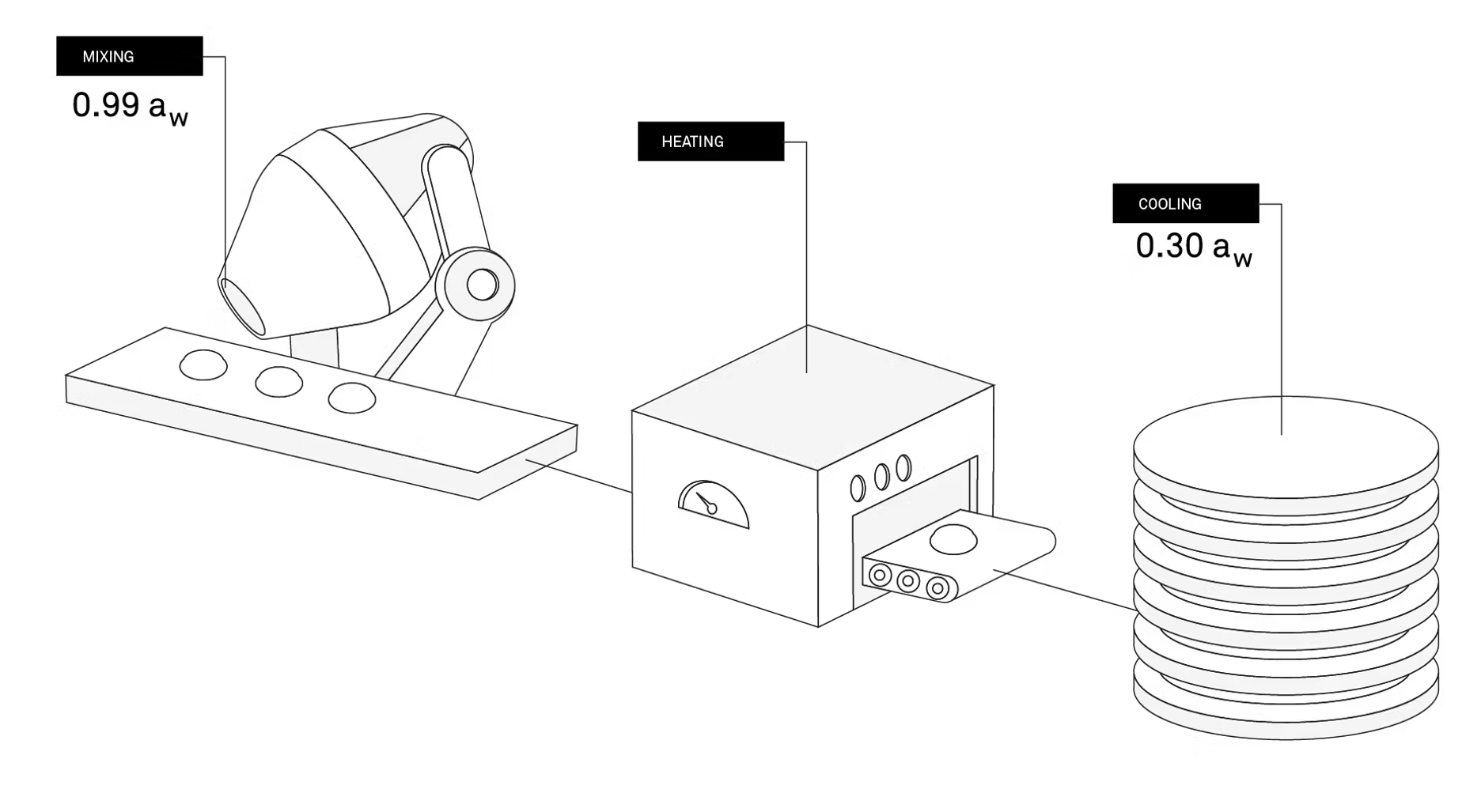
Certains de mes clients commencent à comprendre les différences entre les ingrédients et leur incidence sur la pâte. Dans cet exemple de biscuits, nous avons un espace dédié à la pâte, où nous mélangeons les ingrédients bruts, puis un four et enfin une chambre froide. Dans le mélangeur, la pâte a généralement une activité de l'eau de 0,99.
Ensuite, dans le refroidisseur, pour obtenir le croustillant souhaité pour un biscuit, il faut une activité de l'eau d'environ 0,3. En échantillonnant ces deux zones, vous obtenez une vue d'ensemble. Mais la partie qui manque est la plus importante, celle qui consomme le plus d'énergie : le four.
Ce que j'aime voir, ce sont des clients qui se diversifient et qui comprennent vraiment l'objectif de chaque processus. La pâte est un processus, le four est un processus, puis vient le refroidissement. Nous pourrions même élargir cette réflexion et examiner comment vous conservez les produits après leur refroidissement, mais avant leur conditionnement. Ainsi, selon l'endroit où vous vous trouvez, avec une activité de l'eau de 0,3, si vous êtes dans un environnement très sec, vous risquez de perdre de l'humidité. Dans un environnement humide, vous risquez de gagner de l'humidité et d'atteindre des niveaux tels que vos biscuits ne seront plus croustillants. Il est vraiment important de comprendre chacun de ces processus.
Dr Zachary Cartwright :
Ce qui manque dans ce graphique, c'est que de plus en plus d'entreprises mesurent les ingrédients entrants. Beaucoup d'entreprises fixent désormais une spécification, par exemple une activité de l'eau des ingrédients entrants comprise entre +10 % et -10 %. La raison en est que toute variation dans les ingrédients entrants peut se répercuter sur le produit final.
C'est de plus en plus courant. Avez-vous constaté cela dans votre expérience avec certaines entreprises ?
Dr Susan Newman :
Oui, c'est pour ça que je suis là à sourire. L'un de mes clients préférés est Sunrise Fresh. Ils ont une ferme familiale. C'est génial, ils cultivent des cerises, des noix et d'autres fruits et légumes.
L'un de leurs produits les plus problématiques est la cerise. D'une année à l'autre, selon la quantité d'eau et d'ensoleillement, le taux de brix des cerises peut varier. Ils examinent donc désormais l'isotherme des cerises afin de comprendre comment cette variation de teneur en sucre affecte le fruit. Si vous les séchez et les mettez dans un sachet pour les grignoter, c'est une chose. Mais si vous les utilisez comme ingrédient dans un autre produit, comme une barre énergétique par exemple, cela a un impact plus important, car le sucre est un humectant très puissant.
C'est une façon amusante d'envisager les ingrédients. Une petite variation d'une année à l'autre dans une cerise peut représenter un changement important dans une barre granola.
Dr Zachary Cartwright :
Il est important de noter que nous pouvons créer une isotherme, que ce soit pour chaque saison ou chaque formulation, et que cette isotherme nous aide vraiment à déterminer le point idéal. Nous pouvons créer cette isotherme pour chaque produit ou formulation, puis utiliser ces informations pour définir correctement l'objectif.
Une autre chose que nous pourrions noter à propos de ce chiffre est que certaines entreprises utilisent des appareils de mesure de l'activité de l'eau sur paillasse pour essayer d'obtenir une mesure en cours de processus. Cela peut être assez efficace, mais si vous prélevez un échantillon, vous devez attendre que la température atteigne le niveau adéquat pour obtenir une lecture, ou si vous devez préparer beaucoup d'échantillons, cela peut vous prendre plus de 20 minutes pour obtenir une lecture. À ce moment-là, il est déjà trop tard. Les changements se sont déjà produits et vous ne pouvez plus corriger efficacement la situation.
Pourquoi est-il si important de pouvoir effectuer des mesures en cours de fabrication, Susan ?
Dr Susan Newman :
Je comprends parfaitement ce que vous voulez dire. Certaines personnes pensent que si nous ne savons pas, l'ignorance est une bénédiction, nous pouvons continuer à fonctionner. Mais elles utilisent un produit qui n'est pas conforme aux spécifications. Il répond peut-être aux spécifications du CCP, mais il n'a pas la qualité que vous souhaitez.
En comprenant exactement où vous en êtes, en obtenant rapidement ces informations et en effectuant ces micro-ajustements, vous pouvez atteindre la perfection, et c'est là où vous voulez être. 20 minutes, c'est trop long à attendre. Nous faisons tourner la bande transporteuse à la vitesse maximale pour obtenir le débit souhaité, donc 20 minutes peuvent représenter une énorme perte de temps et un travail supplémentaire considérable. J'aime voir cela instant par instant. Et si vous pouvez boucler la boucle, c'est encore mieux. C'est un sujet dont nous parlerons également tout à l'heure.
Erreur n° 5 : laisser votre boucle de contrôle ouverte
Dr Zachary Cartwright :
Bon, notre cinquième et dernière erreur consiste à laisser votre boucle de contrôle ouverte.
Que voulez-vous dire par là, Susan ? Vous l'avez évoqué plus tôt dans l'erreur n° 4, mais que voulez-vous dire par « boucle ouverte » par opposition à « boucle fermée » ?
Dr Susan Newman :
Je veux dire par là que c'est le chaos. En laissant votre boucle de contrôle ouverte, cela signifie que vous ne faites que fabriquer votre produit. Vous connaissez probablement la recette en termes de temps et de température pour faire des biscuits ou tout autre produit. Laisser la boucle ouverte signifie que vous définissez ces paramètres et que vous laissez le processus se dérouler jusqu'à ce qu'un problème survienne. Vous n'optimisez pas vraiment.
Ce que je souhaite vraiment pour mes clients, c'est qu'ils prospèrent à ce stade de réduction des variations. Je veux qu'ils créent un produit qui corresponde parfaitement à leurs spécifications.

Vous voyez ici, sur le graphique, un exemple de notre système SKALA Solo en fonctionnement. Grâce à lui, nous pouvons boucler la boucle d'un processus au lieu de le laisser fonctionner.
La variabilité est l'ennemi. Si nous avons beaucoup de variabilité, nous avons un rendement inférieur, nous avons un débit inférieur. Cela coûte également plus cher de faire fonctionner ces fours. Sans compter les nombreuses retouches, le personnel coûteux, et puis où allez-vous le stocker ? Vous devrez stocker ce produit, et s'il n'est pas conforme aux spécifications, cela peut entraîner des problèmes de moisissure. Vous devrez alors le jeter, ce qui ne plaira pas à vos clients. Ils ne veulent pas de biscuits moisis.
En bouclant la boucle et en comprenant ces données, nous obtenons un historique. Un produit comme SKALA (ou d'autres disponibles sur le marché) peut vous fournir ces données historiques, mais comprendre à quoi elles doivent ressembler et apporter rapidement des modifications, ce n'est pas quelque chose qu'un être humain peut faire. Vous devez le faire en examinant les données seconde par seconde, puis en sachant précisément quand effectuer un ajustement, afin de ne pas déséquilibrer votre système.
Dr Zachary Cartwright :
Pour clarifier les choses, ce système en boucle ouverte dépend toujours d'un être humain, ce qui entraîne bien sûr des erreurs. Le système en boucle fermée est toujours surveillé ou contrôlé par un opérateur, mais les ajustements rapides sont effectués par l'instrument lui-même ou par la machine.
Vous pourriez peut-être en parler un peu plus.
Dr Susan Newman :
Tout à fait. SKALA Solo examine les températures au sein du système, c'est-à-dire les températures d'entrée, de sortie et du produit, puis nous utilisons un algorithme breveté. Nous comprenons l'humidité et l'activité de l'eau pendant le processus, et nous collectons ces deux données, mais je préfère me concentrer sur l'activité de l'eau.
Vous verrez sur cet exemple de PLC qu'il y a ici un endroit qui indique la cible d'activité de l'eau. Ce que nous voulons ici, c'est que cela fonctionne sur cette cible, puis les opérateurs prélèveront un échantillon pour vérifier que l'algorithme fonctionne efficacement. Il effectue des ajustements en permanence, des micro-ajustements qui n'ont pas d'impact significatif sur le processus global que vous avez validé avec votre département R&D.
Nous voulons examiner les données seconde par seconde et prendre chaque minute la décision d'effectuer un micro-ajustement. Mais ce n'est pas tout : vous verrez également ici qu'il existe plusieurs zones. Vous pourrez voir quelle zone a le plus grand impact sur le résultat que vous essayez d'obtenir et effectuer des ajustements dans cette zone.
Nous avons parlé de l'activité de l'eau et de la teneur en humidité, mais nous allons maintenant rassembler toutes ces informations, examiner les données historiques et voir comment nous pouvons réellement exploiter les données de l'industrie 4.0 pour obtenir des résultats en temps réel, rapides et exploitables pour les opérateurs.
Dr Zachary Cartwright :
Pour mieux comprendre, si nous lançons cette animation PLC, vous remarquerez qu'il existe une certaine cible, qui est inférieure à l'optimum et présente de nombreuses variations. Mais après seulement 30 minutes d'utilisation de SKALA Solo, vous constaterez une réduction de ces variations et pourrez alors augmenter la cible.
Cela nous ramène à notre tout premier graphique illustrant les risques encourus, ou le coût pour les entreprises qui ne sont pas en mesure de s'adapter. Ce graphique montre très bien à quel point SKALA Solo est efficace pour réduire très rapidement cette variation.
À quoi sert ce produit, Susan ?
Dr Susan Newman :
Il s'agit d'une croquette extrudée pour animaux de compagnie, de la nourriture pour chiens.
Dr Zachary Cartwright :
À partir de là, j'aimerais passer à la question des opérateurs. Comment faire en sorte qu'un nouvel employé soit aussi compétent qu'une personne qui travaille dans le secteur depuis 30 ans ? Cet outil permet-il d'y parvenir ?
Dr Susan Newman :
Oui, rien n'est magique, mais cet outil enlève définitivement la prise de décision des mains des humains et la fait à leur place. Il va effectuer ces ajustements dans un système en boucle fermée, connecté directement à un PLC.
Il reçoit donc les données du PLC, qui peuvent même être au niveau micro, il lit ces données, comprend les températures d'entrée, de sortie et du produit, puis s'ajuste automatiquement.
À présent, d'un appareil à l'autre, le démarrage et l'arrêt seront toujours difficiles. Nous aidons également à gérer cela en aidant les opérateurs à se concentrer réellement sur la manière dont ils effectuent un démarrage et un arrêt, puis nous pouvons prendre le relais à partir de là, en mettant essentiellement le processus en mode « régulateur de vitesse ».
Révision et conclusion
Dr Zachary Cartwright :
Bon, pour conclure, je voudrais passer en revue une dernière fois les cinq erreurs coûteuses.
La première erreur consistait à mal comprendre la mesure correcte à utiliser. La deuxième erreur consistait à utiliser une méthodologie inappropriée pour la mesure. La troisième erreur consistait à laisser les opérateurs travailler à l'intuition – et nous avons passé en revue quelques anecdotes racontées par Susan. La quatrième erreur consistait à prélever des échantillons au mauvais endroit – nous devons non seulement prélever des échantillons du produit final, mais aussi tout au long du processus. Enfin, la dernière erreur consistait à laisser la boucle de contrôle ouverte.
Si vous avez des questions sur l'un de ces sujets, ou sur l'activité de l'eau, la teneur en humidité, les isothermes ou SKALA Solo, n'hésitez pas à nous contacter, à visiter notre site web ou à vous adresser directement à Susan ou à moi-même. Nous serons ravis de répondre à vos questions.
Nous avons quelques questions ici maintenant, et nous allons ouvrir la séance pour répondre à ces questions et y répondre autant que possible.
Q&A n° 1 : Pouvez-vous nous parler un peu des différences et des points communs que vous avez observés dans la façon dont différents produits sèchent ? Une approche de séchage spécifique au produit est-elle toujours nécessaire ?
Dr Susan Newman :
Les agents pathogènes sont des agents pathogènes, et leur lieu de croissance est propre à chaque agent pathogène, et non au produit. Nous savons que les bactéries ne se développent pas en dessous de 0,8, les levures et les moisissures en dessous de 0,6, c'est donc là le point commun.
La différence réside dans la compréhension réelle du produit, et nous avons parlé de l'isotherme, cette différence entre l'humidité et l'activité de l'eau qui varie d'un produit à l'autre. La manière d'atteindre un niveau de sécurité sera différente pour tous ces produits et spécifique à chaque produit.
La différence réside vraiment dans le fait de savoir quand aller vite et quand ralentir. Pour un biscuit, le processus est rapide. Vous n'avez pas à vous soucier outre mesure de la prolifération microbienne. Lorsque vous travaillez avec un produit comme le salami, le processus peut durer 30 à 90 jours. Vous voulez que certaines bactéries se développent, mais vous devez le faire de manière sûre.
Ces différences existent donc à tous les niveaux. Dans le cas du cannabis, si nous allons trop vite, nous détruisons les terpènes à l'extérieur du produit et laissons l'intérieur humide. C'est donc en termes de vitesse que résident les différences.
Dr Zachary Cartwright :
C'est un bon point : même si les objectifs peuvent être les mêmes pour certains de ces différents produits, la façon dont ces produits perdent ou gagnent de l'eau dépend vraiment du produit lui-même, voire de sa formulation. Mais grâce à l'utilisation d'une isotherme, nous pouvons comprendre ce phénomène. Cela peut vous aider à définir vos objectifs. Cela peut également dépendre de la méthodologie que vous utilisez, qu'il s'agisse d'une méthode de séchage par atomisation, d'un four discontinu ou d'autre chose. Nous sommes en mesure d'examiner chacune de ces méthodes et de vous aider à réduire les variations et à atteindre votre objectif.
Q&A n° 2 : Quel conseil donneriez-vous à quelqu'un qui souhaite sécher le plus rapidement possible des produits à forte teneur en humidité (60 % MC ou plus) ?
Dr Zachary Cartwright :
En général, les produits présentant une teneur en humidité aussi élevée sont des vinaigrettes, des confitures ou d'autres produits dont la teneur en humidité est beaucoup plus élevée. Si vous travaillez avec de la pâte ou des aliments pour animaux, vous devez faire attention à ne pas les sécher trop rapidement, ce qui pourrait entraîner leur encapsulation. Cela se produit lorsque l'intérieur du produit présente une teneur en humidité et une activité de l'eau plus élevées que l'extérieur. Une fois que le produit atteint l'équilibre, des problèmes microbiologiques commencent à apparaître.
Je ne sais pas exactement quel est le produit qui nous intéresse ici, mais je dirais que pour certains produits, il faut faire attention à ne pas les chauffer trop rapidement.
Quelle est ton expérience, Susan ? Y a-t-il quelque chose qui m'échappe ici ?
Dr Susan Newman :
Nous devons ici nous intéresser aux mesures préventives. Je voudrais savoir quels humectants vous utilisez pour réduire l'activité de l'eau afin d'obtenir un produit plus stable et plus sûr, afin d'éviter la prolifération bactérienne. Vous pourriez également vous intéresser au pH dans le cadre de votre stratégie préventive, afin de réduire encore davantage le risque de prolifération pathogène.
Q&A n° 3 : Je travaille dans le secteur des snacks. En termes de SPC, quel attribut dois-je utiliser pour mesurer et contrôler afin de réduire les variations du processus ?
Dr Susan Newman :
Nous en avons beaucoup parlé. Pour évaluer les variations dans les processus, il faut disposer d'un excellent moyen de mesure, d'un excellent critère, et cela passe par la précision. Il faut examiner l'activité de l'eau, où l'on peut obtenir une précision de 0,003, 0,005, ce qui est le cas avec nos TE et notre AQUALAB 3. Les balances d'humidité, que nous avons présentées aujourd'hui, affichaient des lectures allant de 0,35 à près de 10.
Si vous envisagez d'utiliser le contrôle statistique des processus dans votre processus, vous devez trouver un excellent moyen de mesure, à savoir l'activité de l'eau. Ce sera l'attribut que vous devrez établir pour chaque étape du processus, du mélange à la cuisson et au refroidissement, avant l'emballage.
Dr Zachary Cartwright :
Cela nous ramène aux isothermes : de nombreux produits alimentaires se trouvent dans cette zone idéale dont nous avons parlé. Une variation de 1 % de la teneur en humidité peut entraîner une différence de 30 à 40 % dans l'activité de l'eau. Il est donc logique que vous souhaitiez utiliser la mesure la plus précise et la plus fiable possible, à savoir l'activité à chaque instant.
Quelles étapes du processus de séchage sont les plus susceptibles de favoriser la croissance microbienne ? Que peut-on faire pour y remédier ?
Dr Susan Newman :
Nous avons examiné l'exemple des biscuits, et j'ai constaté des problèmes lorsque les gens utilisent un processus par lots, mélangent tous leurs ingrédients, ajoutent leur eau, puis pressent ou façonnent la pâte, la font cuire au four, puis ajoutent d'autres ingrédients, sans avoir procédé à un nettoyage complet.
La première étape consiste à vous assurer que vous disposez d'un excellent programme d'hygiène, à vous assurer que vous nettoyez aussi souvent que nécessaire, à effectuer des prélèvements pour vérifier s'il y a une prolifération et à noter les endroits où celle-ci est importante. Vous constaterez que cela se produit généralement dans des endroits difficiles d'accès. Le problème, c'est qu'ils sont difficiles d'accès, donc les gens ne les nettoient pas.
Je constate cela assez souvent. Que peut-on faire pour y remédier ? En examinant vos programmes et vos changements d'équipe, c'est vraiment vers cela que je penche, ainsi que vers la mise en place d'un produit inférieur aux spécifications pour la croissance microbienne. À moins d'utiliser une étape de destruction, vous ne tuez rien, mais vous voulez réduire la croissance et la multiplication microbiennes à un niveau acceptable.
Donc, encore une fois, bactéries, activité de l'eau de 0,8, levures et moisissures – nous allons vous le marteler – 0,6 pour celles-ci. Atteignez ces limites aussi rapidement que possible et maintenez-les à ce niveau.
Dr Zachary Cartwright :
La seule chose que j'ajouterais à cela, c'est que même si vous restez en dessous de ces limites, gardez à l'esprit que les conditions de votre installation peuvent favoriser la croissance microbienne si l'humidité ou les températures sont élevées. Même si vous restez en dessous des limites mentionnées par Susan, vous pouvez vous trouver dans un environnement où les micro-organismes sont déjà présents, et dès que l'environnement leur permettra de se développer, vous assisterez à une prolifération, les micro-organismes commenceront à se développer.
Gardez donc cela à l'esprit : même si vous contrôlez tout au long du processus de séchage, ce produit, s'il est proche d'une limite, doit tout de même être surveillé de très près.

Inscription à la newsletter
Études de cas, webinaires et articles qui vous plairont.
Recevez régulièrement les derniers contenus !