5 erros dispendiosos no processo de secagem e como evitá-los
Cozer, desidratar, defumar, secar, curar. Seja qual for o nome que se dê, o resultado é o mesmo: remover a água. A maioria das empresas do setor alimentício faz isso – mas fazê-lo com precisão e consistência não é fácil.

Sobre os apresentadores
A Dra. Susan Newman é diretora de Serviços Profissionais da AQUALAB by Addium. Seu domínio do design thinking, da engenharia e do controle de umidade tem ajudado inúmeras empresas do setor de alimentos e cannabis a aperfeiçoar e otimizar seus processos de secagem.
O Dr. Zachary Cartwright é cientista-chefe da área de alimentos na AQUALAB by Addium. Ele possui doutorado em ciência dos alimentos pela Washington State University e bacharelado em bioquímica pela New Mexico State University.

Transcrição, editada para maior clareza
Dr. Zachary Cartwright:
Olá a todos, meu nome é Zachary. Estou aqui hoje com a Susan e estamos ansiosos para falar com vocês sobre cinco erros graves no processo de secagem e como evitá-los.
Seja assando, desidratando, defumando, secando ou curando — seja qual for o nome que sua equipe dê a isso, ou qual quer que seja essa etapa do seu processo —, tudo se resume a uma coisa: você está removendo a água. Muitas empresas do setor alimentício fazem isso, e qualquer uma delas dirá que é realmente difícil ser preciso e consistente.
Existem centenas de assuntos diferentes que poderíamos abordar sobre como melhorar a secagem, mas hoje vamos nos concentrar nos cinco principais erros que observamos.
Os erros sobre os quais falaremos são:
- Interpretar erroneamente as medidas corretas que você deve usar,
- Ao utilizar o método errado para essa medição,
- Permitir que os operadores trabalhem com base na intuição e, talvez, até mesmo usem as mãos para orientar suas decisões,
- Amostragem nos locais errados, e
- Deixar seu circuito de controle aberto.
O que está em jogo?
Antes de analisarmos os cinco erros, gostaria de falar sobre o que está em jogo, o custo da inércia e quanto custa às empresas quando elas não se concentram em reduzir a variabilidade do teor de umidade.

Temos aqui um gráfico que mostra o custo da inércia. No eixo X, temos o tempo em semanas, e no eixo Y, temos o custo.
Este exemplo se refere a diversos produtos de ração para animais de estimação. Você vai perceber que cada semana que passa custa dezenas de milhares de dólares. Isso não se aplica apenas à ração para animais de estimação, mas também a muitos outros produtos.
Muitas empresas nem sequer têm consciência do custo que lhes acarreta um alto grau de variabilidade na umidade.
O que você tem observado, Susan, na sua experiência, quando vai conversar com os clientes? Eles estão cientes desses números e de quanto isso lhes está custando?
Dra. Susan Newman:
Ótima pergunta. Eles estão cientes, mas não o suficiente. Eles subestimam o custo.
Este gráfico foi elaborado com base em dados reais de um cliente – antes de trabalharmos com eles, estavam subestimando o custo em cerca de 80%. Foi uma diferença enorme.
Eles sabiam que havia uma oportunidade de aumentar o rendimento, mas achavam que seria bem pequena, pois pode ser difícil encontrar e interpretar dados no setor alimentício. Muitas vezes, esses dados ficam registrados em papel. Então, ao se aprofundarem no assunto e se empenharem nisso, perceberam que estavam perdendo quase oito vezes mais do que imaginavam.
As pessoas muitas vezes subestimam o que podem alcançar ao controlar o processo. Este é um exemplo do setor de rações para animais de estimação, onde o custo dos ingredientes é bastante baixo, mas vemos essa mesma situação com clientes que utilizam, por exemplo, carnes de músculo inteiro ou cannabis — onde o custo dos ingredientes ou do produto é muito mais elevado.
O custo dos ingredientes na ração para animais de estimação pode ser de apenas alguns centavos. Mas compare isso com a cannabis, onde o preço chega a US$ 2.000 por quilo, dependendo do mercado. Ou a carne – US$ 8 por quilo é um preço bastante comum nesse setor. Portanto, trata-se de um aumento exponencial nesses mercados.
Erro nº 1: Interpretar mal as medidas corretas a serem tomadas
Dr. Zachary Cartwright:
Isso nos leva ao nosso primeiro erro na secagem. O que percebo em muitas empresas do setor alimentício é que elas interpretam mal a medida correta que deveriam usar.
Basicamente, as medições de água podem ser resumidas em dois tipos: teor de umidade ou atividade da água. Gostaria de dedicar um momento para destacar as diferenças entre essas duas medições.
Antes de comparar os dois, o que você observa, Susan, quando vai conversar com um cliente? Eles estão usando uma dessas métricas ou ambas? Como elas estão sendo implementadas?
Dra. Susan Newman:
Eu vejo de tudo. Você nem imagina o que já vi. Desde NIR até análises de umidade e Karl Fischer. Também há muita análise de atividade da água, mas cada setor tem seus próprios pontos críticos de controle (PCC). A indústria de ração para animais, por exemplo, dá muita importância ao teor de umidade como seu PCC.
Muitas empresas com as quais trabalhamos compreendem a importância da atividade da água para os parâmetros de segurança, por isso estão a utilizá-la um pouco mais. Adoro ver isso. No entanto, ainda temos um longo caminho a percorrer – vejo muitas pessoas a utilizar balanças de umidade nas suas fábricas. Normalmente, vejo a atividade da água a ser medida no laboratório, mas não tanto na linha de produção.
Eu tive um cliente que — adoro contar essa história porque é muito engraçada — me reuni com um diretor financeiro, e ele estava super empolgado com o teor de umidade. Então, no laboratório deles, dava para ver dez aparelhos de medição de teor de umidade e um de atividade da água.
Quando conheci a líder da equipe de controle de qualidade — o nome dela é Theresa, eu a adoro —, ela simplesmente adorou esse medidor de qualidade da água, porque entendia onde ocorre o crescimento de patógenos. Ela sabia que as bactérias não se desenvolvem abaixo de 0,8, que nem fungos nem leveduras se desenvolvem abaixo de 0,6 e que nada se desenvolve abaixo de 0,6.
Ela também compreendeu que a atividade da água é o fator determinante para a crocância. Se você está produzindo um produto crocante, precisa da atividade da água, e ela entendia isso.
O diretor financeiro estava realmente insistindo no teor de umidade porque esse é o parâmetro de rendimento – e ele está certo. Se você administra uma empresa, precisa entender a umidade, mas também precisa fabricar um produto seguro. Compreender essas duas medidas e utilizá-las adequadamente é algo que precisamos realmente abordar no setor de alimentos.
Dr. Zachary Cartwright:
Temos aqui uma tabela que ajuda bastante a resumir a diferença entre essas duas medidas.

A atividade da água é uma medida de energia. Trata-se de um princípio termodinâmico. Essa energia é importante porque nos ajuda a saber se determinadas reações químicas podem ocorrer, se os microrganismos podem se desenvolver ou se a textura pode se alterar. O teor de umidade é simplesmente uma quantidade. Portanto, se fosse possível remover todas as moléculas de água de uma amostra de alimento ou de um produto, esse seria o teor de umidade. É extremamente difícil fazer isso: remover toda a água e obter uma leitura precisa.
A atividade da água é qualitativa. O que quero dizer com isso é que, embora obtenhamos um valor quantitativo, ele é qualitativo porque podemos relacioná-lo diretamente à segurança e à qualidade do produto. Vejo muitas empresas tentando medir o teor de umidade e relacioná-lo a outros fatores. Mas a variabilidade inerente ao teor de umidade torna isso extremamente difícil. O teor de umidade é mais quantitativo, exatamente como você disse. Um diretor financeiro ou um tomador de decisão que esteja pensando em quanto isso vai aumentar seu rendimento ou receita vai se interessar pelo teor de umidade.
A atividade da água é um fator determinante para as reações químicas. O teor de umidade, embora tenha relação com as reações químicas, é realmente difícil de compreender. A atividade da água oferece muito mais precisão e exatidão nesse aspecto, permitindo-nos fazer a determinação e relacioná-la diretamente com a segurança e a qualidade. Com a atividade da água, dispomos de padrões conhecidos. Trata-se de diferentes soluções salinas que apresentam sempre a mesma atividade da água, o que facilita muito a verificação da calibração de um instrumento de medição da atividade da água. O teor de umidade não possui esse tipo de padrões. Não há nada que tenha um teor de umidade inerente com o qual possamos comparar, por isso é realmente difícil saber se estamos obtendo um valor preciso ou não.
Por fim, a atividade da água não tem unidade de medida. Ela varia de zero — algo que não possui energia — até um, algo que possui a mesma energia que a água pura. Quando falamos de teor de umidade, este é geralmente expresso em porcentagem, seja em base úmida ou em base seca.
Espero que esta tabela ajude você a entender algumas das diferenças entre essas duas unidades de medida de água.
Erro nº 2: Utilizar uma metodologia de medição inadequada
Dr. Zachary Cartwright:
Vamos passar para o segundo erro: utilizar uma metodologia de medição inadequada.
Quer você esteja usando a atividade da água ou o teor de umidade, existem metodologias diferentes para cada um desses parâmetros, e é realmente difícil controlar um processo se houver um grande desvio padrão e muita variabilidade inerentes ao método que você está utilizando.
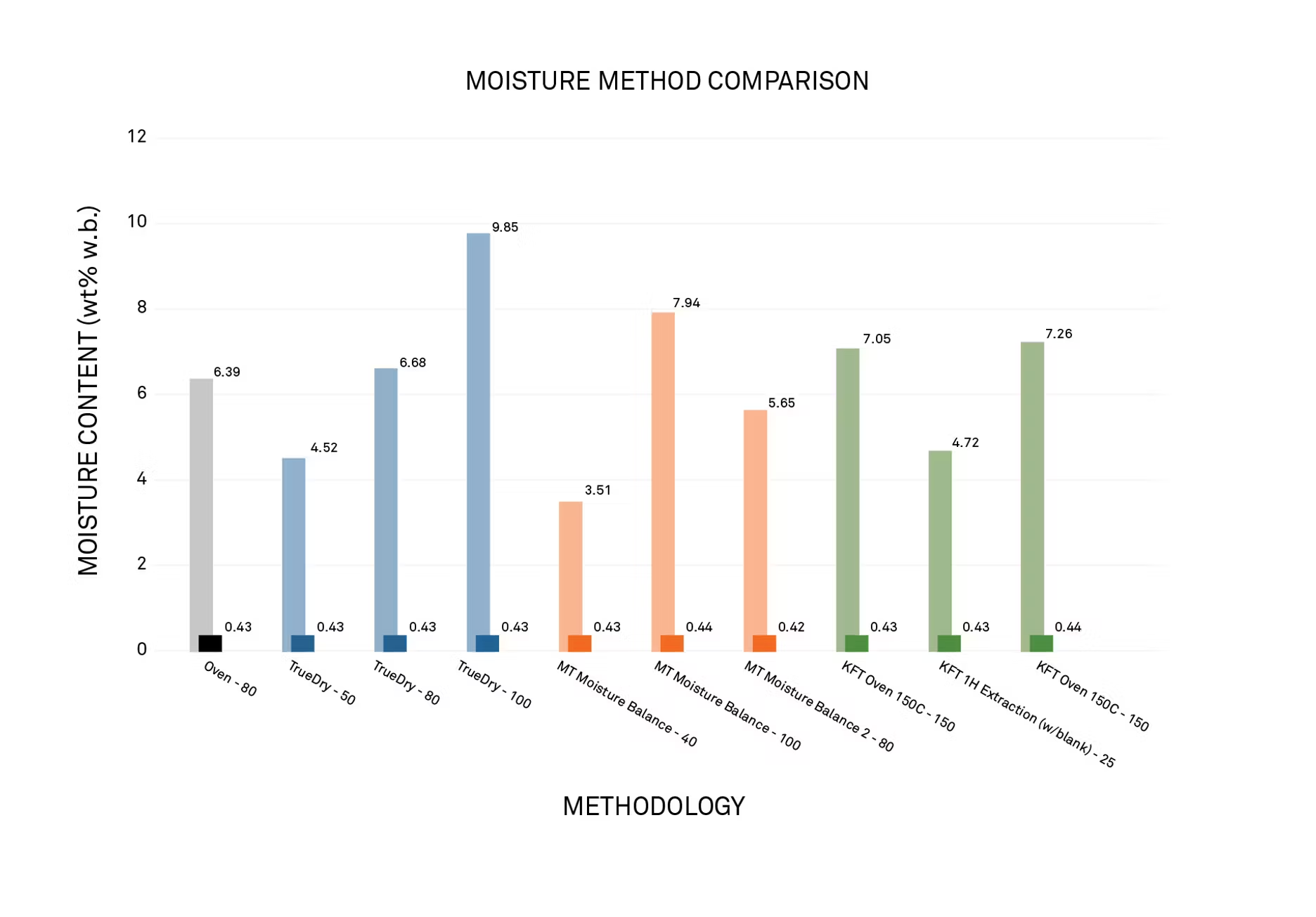
Temos aqui um gráfico que mostra os resultados de um produto, testado com diferentes metodologias, e os resultados de cada uma dessas metodologias. No eixo X, estão as diferentes metodologias. No eixo X, estão o teor de umidade e a atividade da água.
A primeira coisa que quero que observem é que, embora se trate exatamente do mesmo produto, o teor de umidade varia bastante. Mas, se analisarmos a atividade da água, ela é muito consistente – quase não há variação na atividade da água, mesmo que a medição do teor de umidade apresente um alto grau de variabilidade.
Por que isso é importante, Susan?
Dra. Susan Newman:
Quando fizemos esse estudo, fiquei muito animado. Pegamos um produto, levamos tudo a um ponto em que ele estava estabilizado e perfeitamente consistente, pronto para uso – então você verá que a atividade da água é de um valor muito consistente: 0,42.
Enviamos a amostra e, em seguida, analisamos diferentes valores de teor de umidade. Fiquei muito surpreso com esses resultados. O valor mais baixo que obtivemos foi 3,5, e o mais alto chegou a quase 10 – tudo no mesmo produto.
Tentei me colocar no lugar da equipe de controle de qualidade. Como eles se sentiriam ao receber esses resultados? Que medidas poderiam tomar a partir disso? Quando vejo resultados tão variados, sinto-me desanimado por eles.
Digamos que você envie a amostra apenas para um laboratório e receba apenas o resultado de 3,5. O que você faz? Você acha que está secando demais o produto, então adiciona mais umidade, reduz as temperaturas e talvez diminua o tempo de cozimento, o que pode comprometer as etapas de eliminação de microrganismos nos pontos críticos de controle (CCP) se você não tomar cuidado.
Por outro lado, se você receber uma leitura de 10 e o seu produto puder chegar a 12% — e esse produto chegava —, você vê isso e pensa: “Uau, estou fazendo um ótimo trabalho.”
Mas, ao analisar todos esses dados, fiquei chocado com a variação que observamos e com o quanto é difícil realmente fazer um bom trabalho todos os dias para garantir a consistência do produto.
Dr. Zachary Cartwright:
Recentemente, realizamos um webinar sobre medições de umidade e, depois de coletarmos alguns dados, algo que chamou a atenção nesse webinar foi o quanto existe variabilidade, especialmente no que diz respeito às balanças de umidade.
Isso remete ao que você disse anteriormente. Muitas instalações que atendemos podem ter dez balanças de umidade e um medidor de atividade da água, mas essas balanças podem apresentar uma variação de 4% a 7%. Isso é muito comum e pode ser devido ao fato de serem utilizadas por pessoas diferentes, de se empregarem metodologias distintas ou outros fatores, e este gráfico ilustra bem essa variação.
O que você faria se fosse a responsável pelo controle de qualidade, Susan? O que você faria depois de ver esses dados? Como isso a ajudaria a tomar uma decisão sobre o método que você deveria usar?
Dra. Susan Newman:
Ver esses dados individuais seria muito importante para mim. Sempre soube que a atividade da água é fundamental para a nossa compreensão, devido à sua precisão. Percebo que o teor de umidade varia entre os meus clientes; uma variação de mais ou menos 2% é comum, mas pode chegar até quatro a sete pontos percentuais, como você mencionou.
Se eu visse esses dados, ficaria chocado e começaria a questionar seriamente meus métodos. Eu pensaria: “Como posso fazer isso de uma maneira melhor? Qual é a verdade? Como posso recorrer a medidas mais precisas, como a atividade da água, mas ainda assim aplicá-las ao teor de umidade, que é um PCC (Ponto Crítico de Controle) essencial para meus rendimentos e lucros?”
Eu adoraria me dedicar a essa atividade aquática, mas entendo a diferença e a relação entre as duas — e há uma relação. É nisso que eu dedicaria meu tempo. Mas, cara, se eu recebesse apenas um desses dados, pensaria que estou indo muito bem, ou pensaria que merecia ser demitido.
Dr. Zachary Cartwright:
É importante observar que existe uma relação entre a atividade da água e o teor de umidade, e isso é algo que abordaremos no próximo erro.
Erro nº 3: Deixar que os operadores trabalhem com base na intuição
Dr. Zachary Cartwright:
Vamos falar sobre o terceiro erro: deixar que os operadores trabalhem com base na intuição, em vez de fornecer-lhes dados precisos e em tempo real para ajudá-los a tomar decisões bem fundamentadas.
Você tem algumas histórias interessantes sobre isso, Susan. Vou passar a palavra para você.
Dra. Susan Newman:
Eu dedico a maior parte do meu tempo ao erro número três. Há muitos operadores, especialmente aqueles que já trabalham há muito tempo, que guardam para si o conhecimento tácito.
Um dos meus clientes favoritos – espero que ele esteja assistindo hoje. Oi, Harley! – trabalhava em uma linha de produção onde fabricavam biscoitos para cães. Para começar, preparavam uma massa, e ele estava convencido de que podia enfiar a mão na massa, tateá-la e saber se ela iria funcionar bem ou não. Eu o desafiei quanto a isso, porque, na verdade, o que ele estava sentindo era a temperatura. Ao passar a massa pelo rolo, o produto mais frio passa um pouco melhor, mas as mãos não são calibradas para fazer esse tipo de trabalho. Se você estiver confiando nisso, me ligue. Não queremos fazer isso, mas é algo muito comum.
Até mesmo a equipe de controle de qualidade concordou com isso, pois não era uma etapa do processo em que eles estivessem avaliando nada. Não fazia diferença alguma como ponto de controle crítico. Portanto, para ele, a intuição era o que valia. Mas como ele vai treinar as pessoas? Como se treina as pessoas para que tenham esse senso intuitivo? Basear-se na intuição nem sempre é a melhor ideia. Esse é o meu primeiro exemplo.
Outro exemplo que vejo com frequência é o da cannabis. Historicamente, não havia muita base científica no setor da cannabis. Recorria-se muito ao teste de “quebra”. Se um cliente fizer esse teste, é por volta de 0,4 de atividade de água que ele terá essa sensação. Eu fiz muitos testes sobre isso – aquela sensação de estalo no ramo ocorre em 0,4, e isso é um problema porque, nesse ponto, os terpenos do produto já estão degradados.
Sabemos que, a uma atividade de água de 0,5, os terpenos começam a se degradar na cannabis. Se a média da sua produção sair da fábrica com uma atividade de água de 0,4, os terpenos já estarão degradados. Você observará o mesmo fenômeno em batatas fritas e outros produtos. Se você secar demais, começará a perder qualidade.
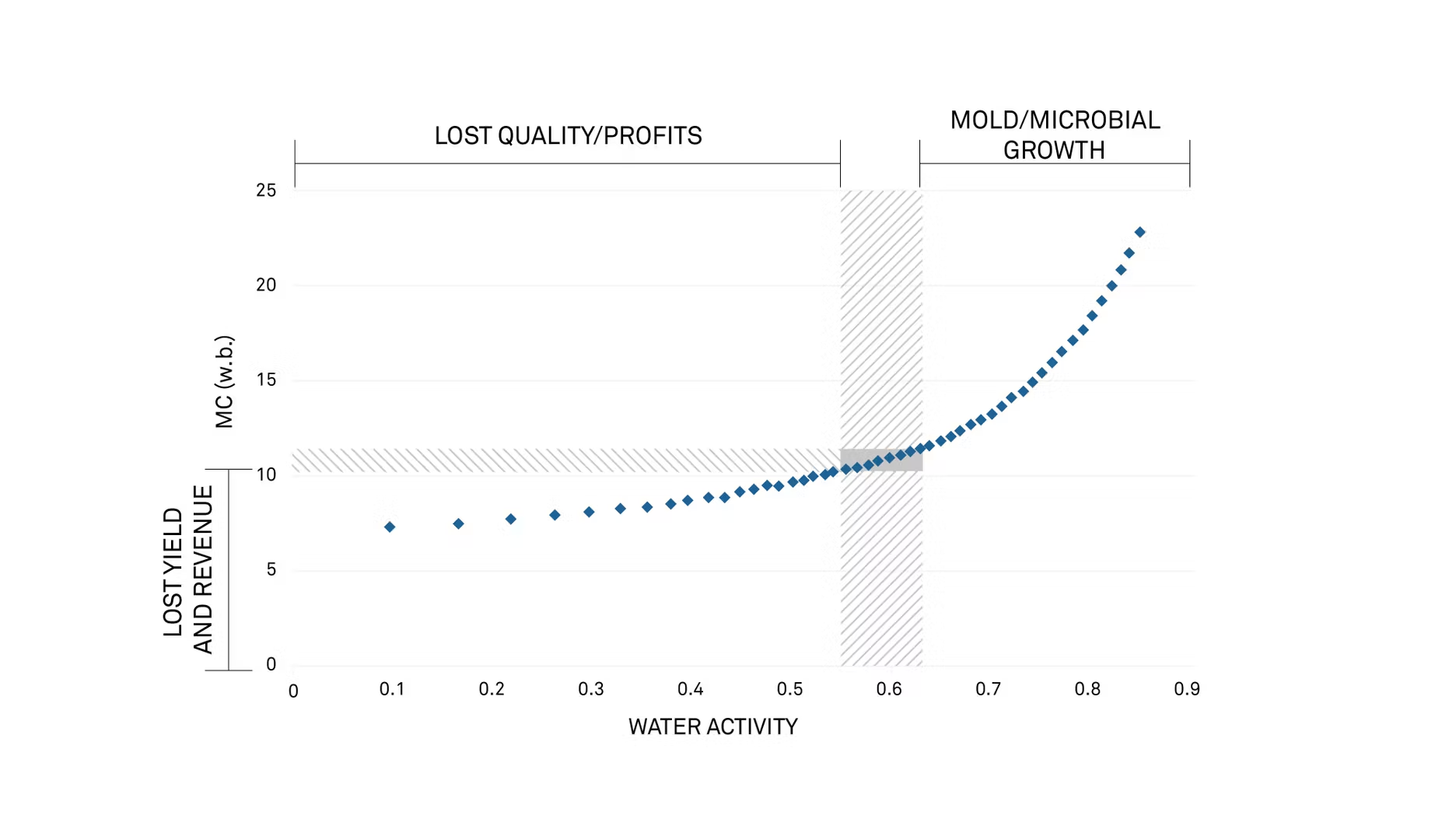
Neste gráfico, a zona vermelha representa o ideal. Este gráfico é específico para a cannabis; trata-se de uma isoterma da cannabis que mostra a relação entre a umidade e a atividade da água. Quero que todos os nossos clientes atinjam esse ponto ideal. Esse é o ponto em que estamos a salvo do crescimento de patógenos. Não temos muito crescimento na cannabis abaixo de 0,625. O que temos de ter em atenção é o Aspergillus enchiladas, que pode crescer até 0,625, mas ainda assim quero que tenham este belo rendimento.
Queremos mantê-los entre 0,55 — para terpenos de excelente qualidade — e um limite máximo de 0,625. Ao atingir esse valor, eles terão um produto de excelente qualidade, mas também o mais lucrativo para vender.
Com base nessa relação entre umidade e atividade da água, um teste de flexibilidade geralmente indica cerca de 8% de umidade. Se você recorrer a um método mais preciso, como a atividade da água, conseguirá obter a precisão necessária para ajustar esse valor aqui e até 12% de umidade. No caso da cannabis, um aumento de 4% na umidade, mesmo que você produza 50.000 libras por ano a um preço de venda de 2.000 por libra, isso representa um problema de US$ 4 milhões ao otimizar esses 4%.
Esse é um caso extremo devido ao valor do produto, mas observamos isso até mesmo em nossos produtos de baixo valor, onde essa situação ocorre. Outra coisa muito interessante sobre entender a isoterma – a relação entre umidade e atividade da água – é que você pode ver por que o método Harley não era muito eficaz. Você pode ver que essa grande variação na atividade da água corresponde apenas a uma pequena variação na umidade; portanto, a umidade não muda tanto assim, mas a atividade da água varia significativamente. É por isso que o método manual não funciona. É por isso que basear-se na atividade da água como sua medida de escolha aqui é o melhor.
Dr. Zachary Cartwright:
É importante entender que essa isoterma de sorção de umidade que estamos analisando é uma área de especialização do METER Group. Contamos com uma tecnologia patenteada que nos permite traçar uma curva de dessorção para compreender como a água é removida de um produto, ou uma curva de adsorção para entender como a água se liga a esse produto. Então, utilizando essa curva e definindo uma meta para a atividade da água, podemos encontrar um ponto ideal e satisfazer a todos. Podemos deixar satisfeito o profissional de controle de qualidade que entende da ciência, para que ele saiba qual é a meta e também compreenda qual deve ser o teor de umidade alvo.
Este gráfico resume muito bem tudo o que precisamos saber sobre a água presente nesse produto, deixando os cientistas satisfeitos, assim como os tomadores de decisão, e ajudando a entender qual deve ser o ponto ideal. É algo que podemos criar para cada tipo de produto. Cada formulação pode até ter uma curva diferente que precisamos levar em consideração.
Erro nº 4: Coletar amostras nos locais errados
Dr. Zachary Cartwright:
Vamos passar para o erro número quatro: coletar amostras no local errado.
Susan, quando você entra em um estabelecimento de alimentação, onde você vê as pessoas fazendo degustações e onde elas deveriam estar fazendo isso?
Dra. Susan Newman:
Ótima pergunta. Normalmente, vejo as pessoas fazendo amostragens após o resfriador. Portanto, neste exemplo, antes de o produto ser embalado — que é onde geralmente se encontram os pontos críticos de controle (CCP) —, vemos muitas amostragens intensivas nessa área e, depois, algumas esporádicas ao longo do processo.

Tenho alguns clientes que estão começando a entender as variações nos ingredientes e como isso afeta a massa. Neste exemplo de biscoito, temos uma área de preparação da massa, onde misturamos os ingredientes crus, temos um forno e, em seguida, temos um refrigerador. Na batedeira, a massa costuma ter uma atividade de água de 0,99.
Então, no refrigerador, para que um biscoito fique com aquela textura crocante que você deseja, a atividade da água fica em torno de 0,3. Ao analisar essas duas etapas, você obtém uma visão geral. Mas a parte que está faltando é a mais importante, aquela que consome mais energia para funcionar: o forno.
O que eu adoro ver é quando os clientes estão se diversificando e realmente compreendendo o objetivo de cada etapa do processo. A massa é uma etapa, o forno é outra, e depois vem o resfriamento. Podemos até expandir isso e analisar como você armazena o produto depois de resfriá-lo, mas antes de colocá-lo na embalagem. Então, dependendo de onde você estiver, com atividade de água de 0,3, se você tiver um ambiente muito seco, poderá perder umidade. Em um ambiente úmido, você pode ganhar umidade e elevar os níveis a ponto de obter biscoitos nojentos que não ficam crocantes. Compreender cada um desses processos é realmente importante.
Dr. Zachary Cartwright:
Um aspecto que não consta neste gráfico é que muitas mais empresas estão medindo os ingredientes recebidos. Atualmente, muitas empresas estabelecem uma especificação, talvez com uma variação de mais ou menos 10% na atividade de água dos ingredientes recebidos. A razão para isso é que qualquer variação nos ingredientes recebidos pode se refletir no produto final.
Isso está se tornando cada vez mais comum. Você já observou isso na sua experiência com algumas empresas?
Dra. Susan Newman:
É, é por isso que estou aqui sorrindo. Um dos meus clientes favoritos é a Sunrise Fresh. Eles têm uma fazenda familiar. É incrível; cultivam cerejas, nozes e coisas do tipo.
Um dos produtos mais problemáticos deles é a cereja. De ano para ano, dependendo da quantidade de água e da incidência solar, os níveis de Brix das cerejas podem variar. Por isso, agora eles analisam a isoterma da cereja para entender como essa variação no Brix afeta a fruta. Se você estiver secando-a e colocando-a em um saquinho para comer, é uma coisa. Mas se estiver usando-a como ingrediente em outro produto, como uma barra energética, por exemplo, o impacto é maior, porque o açúcar é um umectante muito forte.
Essa é uma maneira divertida de analisar os ingredientes. Uma pequena variação de ano para ano em uma cereja pode significar uma grande diferença em uma barra de granola.
Dr. Zachary Cartwright:
É importante observar que podemos traçar uma isoterma, seja para cada estação do ano ou para cada formulação, e essa isoterma realmente nos ajuda a identificar o ponto ideal. Podemos traçar essa isoterma para cada produto ou formulação e, então, usar essas informações para definir a meta corretamente.
Outro aspecto que podemos observar sobre esse gráfico é que percebo que algumas empresas utilizam medidores de atividade de água de bancada para tentar obter uma medição durante o processo. Isso pode ser relativamente eficaz, mas se você estiver coletando uma amostra e tiver que esperar que a temperatura atinja o valor adequado para a leitura, ou se precisar realizar uma preparação extensa da amostra, pode levar mais de 20 minutos para obter o resultado. Nesse momento, já é tarde demais. As alterações já ocorreram e você não consegue corrigir de forma eficaz.
Por que é tão importante poder fazer uma medição durante o processo, Susan?
Dra. Susan Newman:
Eu sei exatamente do que você está falando. Algumas pessoas acham que, se não sabemos, a ignorância é uma bênção, e que podemos continuar assim. Mas elas estão trabalhando com um produto que está fora das especificações. Talvez ele atenda às especificações da CCP, mas não tem a qualidade que você deseja.
Ao entender exatamente em que ponto você está, obter esse feedback rapidamente e fazer esses pequenos ajustes, você consegue chegar à perfeição, e é exatamente isso que você quer. Vinte minutos é tempo demais para esperar. Estamos operando a velocidade da esteira no máximo possível porque queremos esse rendimento, então 20 minutos podem representar um enorme desvio e retrabalho. Gosto de ver isso momento a momento. E se você conseguir fechar o ciclo, melhor ainda. Isso é algo sobre o qual falaremos a seguir também.
Erro nº 5: Deixar o circuito de controle aberto
Dr. Zachary Cartwright:
Muito bem, então o nosso quinto e último erro é deixar o circuito de controle aberto.
O que você quer dizer com isso, Susan? Você mencionou isso anteriormente no erro nº 4, mas o que você quer dizer com “circuito aberto” em comparação com “circuito fechado”?
Dra. Susan Newman:
O que quero dizer é que isso é um caos. Ao deixar seu circuito de controle aberto, significa que você está simplesmente produzindo o produto. Você provavelmente conhece a receita de tempo e temperatura para um biscoito ou qualquer que seja o seu produto. Deixar o circuito aberto significa que você define esses parâmetros e deixa o processo funcionar até que surja um problema. Você não está realmente otimizando.
O que eu realmente quero ver é que os clientes tenham sucesso nessa fase de redução da variação. Quero que eles criem um produto que atenda rigorosamente às suas especificações.

Como você pode ver neste gráfico, este é um exemplo do nosso sistema SKALA Solo em funcionamento, e nele conseguimos interromper um processo em vez de deixá-lo continuar.
A variabilidade é o inimigo. Se houver muita variabilidade, teremos um rendimento menor e um fluxo de produção mais baixo. Além disso, a operação desses fornos acaba custando mais. Somado a isso, há muito retrabalho, mão de obra cara e, então, onde você vai armazenar tudo isso? Você terá que armazenar esse produto, e quando o armazenar e ele estiver fora das especificações, isso pode levar a problemas de mofo. Então, é algo que você terá que jogar fora, e seus clientes também não vão gostar disso. Eles não querem um biscoito mofado.
Ao fechar o ciclo e compreender esses dados, obtemos um registro histórico. Um produto como o SKALA (ou outros disponíveis no mercado) pode fornecer esses dados históricos, mas entender como eles devem se apresentar e fazer ajustes rapidamente é algo que um ser humano não consegue fazer. É preciso fazer isso analisando os dados a cada segundo e, então, sabendo exatamente quando fazer um ajuste, para não desequilibrar o sistema.
Dr. Zachary Cartwright:
Para esclarecer, esse sistema de circuito aberto ainda depende de um ser humano – é claro que haverá erros associados a isso. O sistema de circuito fechado continua sendo monitorado ou supervisionado por um operador, mas os ajustes rápidos são feitos pelo próprio instrumento ou pela máquina.
Talvez você pudesse falar um pouco mais sobre isso.
Dra. Susan Newman:
Certamente. O SKALA Solo monitora as temperaturas dentro do sistema — ou seja, a temperatura de entrada, de saída e do produto — e, além disso, contamos com um algoritmo patenteado. Analisamos a umidade e a atividade da água durante o processo, e coletamos dados de ambos, mas prefiro focar no treinamento com base na atividade da água.
Você verá neste exemplo de PLC que há um campo aqui que indica a meta de atividade da água. O que estamos observando aqui é que quero que o sistema opere dentro dessa meta; em seguida, os operadores coletarão uma amostra para verificar se o algoritmo está funcionando de maneira eficiente. Ele está fazendo ajustes o tempo todo — microajustes que não causam um grande impacto no processo geral que você validou com seu departamento de P&D.
Queremos analisar os dados segundo a segundo e, a cada minuto, tomar a decisão de fazer um microajuste. E não é só isso: você também verá aqui que existem várias zonas. Você poderá identificar qual zona tem maior impacto no resultado que você está tentando alcançar e fazer ajustes nessa zona.
Já falamos sobre atividade da água e teor de umidade, mas agora vamos reunir tudo isso, analisando registros históricos e como podemos realmente utilizar os dados da Indústria 4.0 para gerar resultados em tempo real, rápidos e práticos para os operadores.
Dr. Zachary Cartwright:
Uma maneira de entender isso é: se deixarmos essa animação do PLC rodar, você vai perceber que há uma determinada meta que está abaixo do ideal e apresenta muita variação. Mas, apenas 30 minutos após a implementação do SKALA Solo, você verá essa variação reduzida e, então, poderá aumentar a meta.
Isso remete ao nosso primeiro gráfico, que mostra o que está em risco aqui, ou quanto isso custa às empresas que não conseguem se adaptar. Esse gráfico ilustra muito bem o quão eficaz o SKALA Solo é para reduzir rapidamente essa variação.
Para que produto é isso, Susan?
Dra. Susan Newman:
Este é um ração extrudada à base de PET para cães.
Dr. Zachary Cartwright:
A partir daqui, gostaria de passar a falar sobre os operadores. Como é possível fazer com que um funcionário recém-contratado tenha o mesmo desempenho de alguém que está no setor há 30 anos? Essa ferramenta permite que isso aconteça?
Dra. Susan Newman:
É, nada é mágico, mas essa ferramenta definitivamente tira a tomada de decisões das mãos das pessoas e faz isso por elas. Ela vai realizar esses ajustes em um sistema de circuito fechado, conectado diretamente a um PLC.
Assim, ele recebe dados do PLC — que podem até ser em nível micro —; esses dados chegam, ele os lê, interpreta as temperaturas de entrada, saída e do produto e, então, faz o ajuste automaticamente.
Ora, de um equipamento para outro, o processo de inicialização e desligamento sempre será complicado. Nós ajudamos a lidar com isso, orientando os operadores a se concentrarem realmente em como realizar a inicialização e o desligamento; a partir daí, assumimos o controle, colocando, essencialmente, o processo em piloto automático.
Análise e conclusão
Dr. Zachary Cartwright:
Muito bem, para encerrar, gostaria de repassar os cinco erros que custam caro mais uma vez.
O primeiro erro foi interpretar incorretamente a medição correta que deveria ser utilizada. O segundo foi empregar uma metodologia inadequada para a medição. O terceiro foi permitir que os operadores trabalhassem com base na intuição – e analisamos alguns casos que a Susan apresentou. O quarto foi realizar a amostragem no local errado – precisamos não apenas amostrar o produto final, mas também ao longo de todo o processo. Por fim, o último erro foi deixar o circuito de controle aberto.
Se você tiver alguma dúvida sobre qualquer um desses assuntos, ou sobre atividade da água, teor de umidade, isotermas ou o SKALA Solo, entre em contato conosco, visite nosso site ou fale diretamente com a Susan ou comigo. Teremos o maior prazer em esclarecer suas dúvidas.
Temos algumas perguntas aqui agora, e vamos abrir espaço para que elas sejam feitas e responderemos ao máximo possível.
Perguntas e Respostas #1: Você poderia falar um pouco sobre as diferenças e semelhanças que observou na forma como diferentes produtos secam? É sempre necessário adotar uma abordagem de secagem específica para cada produto?
Dra. Susan Newman:
Os patógenos são patógenos, e o local onde se desenvolvem é específico de cada um deles, não do produto. Sabemos que as bactérias não se desenvolvem abaixo de 0,8 °C, e as leveduras e fungos abaixo de 0,6 °C; essa é a característica comum.
A diferença está realmente em compreender o produto, e já falamos sobre analisar a isoterma; essa diferença entre umidade e atividade da água varia de acordo com cada produto. A maneira de chegar a um ponto seguro será diferente para cada um desses produtos e específica para cada um deles.
A diferença está, na verdade, em saber quando acelerar e quando desacelerar. No caso de um biscoito, o processo é rápido. Não é preciso se preocupar tanto com o crescimento microbiano. Quando se trabalha com um produto como o salame, o processo pode levar de 30 a 90 dias. É desejável que algumas bactérias se desenvolvam, mas isso precisa ser feito de forma segura.
Portanto, em geral, essas diferenças existem. No caso da cannabis, se agirmos muito rápido, destruímos os terpenos na superfície do produto e deixamos o interior úmido. Assim, em termos de velocidade, é aí que realmente residem as diferenças.
Dr. Zachary Cartwright:
É importante notar que, embora as metas possam ser as mesmas para alguns desses diferentes produtos, a forma como esses produtos perdem ou ganham água depende, na verdade, do produto em si ou até mesmo da formulação. Mas, usando uma isoterma, isso é algo que podemos compreender. Isso pode ajudá-lo a definir suas metas. Também pode depender da metodologia que você está usando, seja um método de secagem por pulverização, forno em lote ou outra coisa; somos capazes de analisar cada um desses métodos e ajudá-lo a reduzir a variação e atingir sua meta.
Perguntas e Respostas #2: Que conselho você daria para alguém que está tentando secar produtos com alto teor de umidade (60% de umidade de equilíbrio ou mais) o mais rápido possível?
Dr. Zachary Cartwright:
Bem, geralmente, produtos com um teor de umidade tão elevado são itens como molhos, compotas ou algo semelhante, que apresentam um teor de umidade muito mais alto. Se você estiver trabalhando com massa ou algo como ração para animais de estimação, é preciso ter cuidado para não secar muito rapidamente, o que pode causar o fenômeno de encapsulamento. É quando o interior do produto apresenta um teor de umidade e uma atividade de água mais elevados do que o exterior e, assim que o produto atinge o equilíbrio, começam a surgir problemas de natureza microbiana.
Não sei exatamente qual é o produto em questão, mas posso dizer que, no caso de certos produtos, é preciso ter cuidado para não aquecê-los muito rapidamente.
Qual é a sua experiência, Susan? Há algo que eu não esteja percebendo aqui?
Dra. Susan Newman:
Precisamos analisar aqui as etapas de barreira. Estou interessado em saber quais umectantes vocês podem estar utilizando para ajudar a reduzir a atividade da água, a fim de obter um produto mais estável e seguro, evitando assim o crescimento bacteriano. Talvez o pH; portanto, vocês poderiam considerar o pH como parte de sua tecnologia de barreira também, para tornar o produto um pouco mais seguro contra o crescimento de patógenos.
Perguntas e Respostas #3: Trabalho com salgadinhos. No que diz respeito ao SPC, qual atributo devo usar para medir e controlar a fim de reduzir a variação do processo?
Dra. Susan Newman:
Já conversamos bastante sobre isso. Ao analisar a variação do processo, é preciso ter uma forma realmente eficaz de medir, um excelente parâmetro de referência, e isso se consegue por meio da precisão. É preciso analisar a atividade da água, onde é possível obter uma precisão de 0,003, 0,005, o que está presente em nossos TEs e em nosso AQUALAB 3. As balanças de umidade, como mostramos hoje, apresentaram leituras que variavam de 0,35 até quase 10.
Se você está considerando o controle estatístico de processos em sua linha de produção, precisa adotar uma excelente forma de medição, que é a atividade da água. Esse será o parâmetro que você deve estabelecer para cada etapa do processo, desde a mistura até o cozimento e o resfriamento, e antes do envase.
Dr. Zachary Cartwright:
Isso nos leva de volta às isotermas: muitos produtos de lanches se encontram naquele ponto ideal de que temos falado. Uma variação de 1% no teor de umidade pode representar uma diferença de 30% ou 40% na atividade da água. Faz todo o sentido querer usar a medição com o maior grau de precisão e exatidão, e essa medição será sempre a atividade da água.
Quais etapas do processo de secagem são mais propensas a favorecer o crescimento microbiano? O que pode ser feito a respeito?
Dra. Susan Newman:
Analisamos o exemplo dos biscoitos, e já vi casos em que as pessoas, ao usar um processo em lote, misturam todos os ingredientes, adicionam a água, depois a massa é prensada ou moldada, passa pelo forno, e então elas colocam mais ingredientes, mas não fizeram uma limpeza completa.
O primeiro passo é garantir que você tenha um excelente programa de higienização, certificando-se de realizar a lavagem com a frequência necessária, coletar amostras para verificar se há proliferação de bactérias e registrar onde se localizam esses pontos de maior proliferação. Você verá que, normalmente, eles se encontram em locais de difícil acesso. O problema é que, por serem de difícil acesso, as pessoas não os limpam.
Vejo isso acontecer com bastante frequência. O que pode ser feito a respeito? Analisar seus programas e a transição entre turnos é realmente o que eu recomendo, além de garantir que o produto fique abaixo dos limites especificados para o crescimento microbiano. A menos que você esteja utilizando uma etapa de inativação no processo, não está eliminando nada, mas o objetivo é reduzir a contaminação a um nível em que os microrganismos não cresçam nem se multipliquem.
Então, mais uma vez: bactérias, atividade da água de 0,8; leveduras e fungos – vamos martelar isso na sua cabeça – 0,6 para esses. Chegar a esses limites o mais rápido possível e mantê-los nesse nível.
Dr. Zachary Cartwright:
A única coisa que acrescentaria a isso é que, mesmo que você fique abaixo desses limites, tenha em mente que as condições do seu local podem favorecer o crescimento microbiano se a umidade ou a temperatura estiverem elevadas. Mesmo que você esteja abaixo dos limites mencionados pela Susan, pode estar em um ambiente onde os microrganismos já estejam presentes e, assim que as condições permitirem o crescimento, você observará uma proliferação: os microrganismos começarão a se desenvolver.
Portanto, tenha isso em mente: mesmo que você controle todo o processo de secagem, esse produto, se estiver próximo de um limite, ainda precisa ser monitorado de perto.

Inscrição na newsletter
Estudos de caso, webinars e artigos que você vai adorar.
Receba regularmente os conteúdos mais recentes!